Injection molding adalah proses yang sangat fleksibel yang dapat menghasilkan komponen dengan ukuran sangat kecil (sebagian kecil dari satu gram) hingga sangat besar (mencapai 150 kg). Dalam proses ini, plastik cair dipaksa (diinjeksikan) ke dalam cetakan (mold) dan didinginkan hingga lelehan tersebut mengeras. Setelah produk cukup dingin, cetakan dibuka, produk dikeluarkan dari cetakan, lalu cetakan ditutup kembali untuk mengulangi siklus. Dengan demikian, injection molding memungkinkan produksi massal, presisi tinggi, serta pembuatan produk plastik tiga dimensi dengan bentuk mendekati bentuk akhir (near-net shape).
Meskipun terdapat banyak variasi dari proses dasar ini, sekitar 90 persen proses injection molding menggunakan resin termoplastik, dan injection molding menyumbang sekitar sepertiga dari total konsumsi resin dalam pengolahan termoplastik.
Injection molding memerlukan mesin injection molding, cetakan (mold), serta peralatan pendukung seperti sistem pengumpan dan pemindah material, pengering, pengatur suhu mold, chiller, serta sistem robotik dan konveyor. Peralatan pengumpan dan pengering material umum digunakan pada hampir semua proses manufaktur termoplastik, sedangkan robotik dan konveyor berfungsi untuk mengotomatisasi proses pencetakan.
Mesin Injection Molding
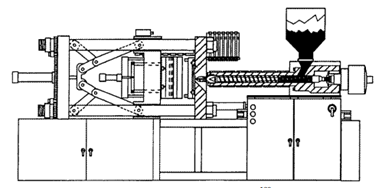
Mesin injection molding memiliki tiga komponen utama: unit injeksi, unit penjepit (clamping unit), dan sistem kontrol. Unit injeksi berfungsi untuk melelehkan dan menginjeksikan lelehan polimer, sedangkan unit penjepit menopang cetakan, membuka dan menutup cetakan, serta menampung sistem ejeksi produk. Umumnya, berbagai jenis unit injeksi dapat dipasangkan dengan unit penjepit yang sama.
Unit injeksi menempatkan nozzle agar bersentuhan dengan sprue bushing pada cetakan, menghasilkan tekanan kontak antara nozzle dan sprue bushing, melelehkan material plastik, menginjeksikan material cair ke dalam cetakan, serta membangun tekanan penahanan dan pengepakan (packing dan holding pressure).
Beberapa jenis unit injeksi telah digunakan, namun jenis utama meliputi:
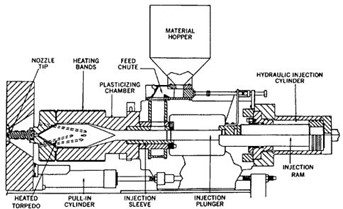
Unit plunger satu tahap
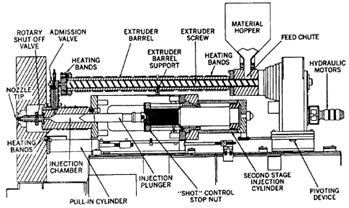
Mesin screw–plunger dua tahap
Unit screw resiprokal satu tahap
Unit plunger satu tahap
Mesin screw–plunger dua tahap
Unit screw resiprokal satu tahap
Unit plunger satu tahap melelehkan polimer melalui konduksi panas dari dinding barrel dan menginjeksikan lelehan menggunakan plunger hidrolik. Karena kapasitas shot yang terbatas, kontrol shot yang buruk, pencampuran yang kurang baik, pemanasan yang tidak merata, waktu tinggal yang lama, serta kehilangan tekanan yang tinggi, jenis ini sebagian besar telah digantikan oleh unit screw resiprokal. Namun, unit plunger satu tahap masih digunakan untuk bulk molding compound dan komponen berukuran sangat kecil.
Mesin screw–plunger dua tahap menggunakan screw untuk melelehkan plastik dan ram hidrolik terpisah untuk menginjeksikan lelehan ke dalam cetakan. Pemisahan fungsi pelelehan dan injeksi ini meningkatkan kualitas pencampuran, memungkinkan ukuran shot yang lebih besar, kontrol shot yang lebih baik, kehilangan tekanan yang lebih rendah, serta siklus yang lebih cepat. Mesin ini umumnya digunakan untuk produk besar, siklus cepat, dan komponen dengan panjang aliran yang besar.
Pada unit screw resiprokal satu tahap, screw berputar untuk melelehkan polimer dan bergerak secara linear untuk menginjeksikan lelehan. Karena jenis ini paling umum digunakan, pembahasan detail unit injeksi umumnya berfokus pada tipe ini.
Unit Injeksi
Unit injeksi terdiri dari dua komponen utama: unit plastisasi dan sled. Unit plastisasi berfungsi melelehkan dan menginjeksikan resin, sedangkan sled berfungsi menggerakkan unit plastisasi. Unit plastisasi terdiri dari hopper, feed throat, barrel, screw, motor penggerak screw, dan nozzle.
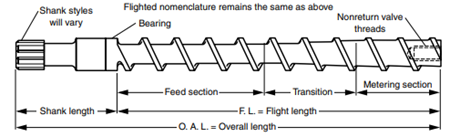
Dalam proses plastisasi, partikel resin padat dimasukkan dari hopper ke feed throat, kemudian ke screw yang berputar. Feed throat didinginkan dengan air untuk mencegah plastik meleleh dan menyumbat. Screw yang berputar mengangkut dan melelehkan plastik sepanjang barrel. Berbeda dengan screw ekstrusi, screw injection molding dilengkapi katup satu arah (nonreturn valve) yang mencegah aliran balik lelehan selama fase injeksi.
Tekanan lelehan mendorong screw mundur hingga mencapai jarak tertentu yang telah ditentukan, yang menentukan ukuran shot. Selama injeksi, screw didorong maju oleh piston hidrolik atau motor listrik, sehingga lelehan plastik terdorong masuk ke dalam cetakan melalui nozzle.
Barrel, Screw, dan Katup Satu Arah
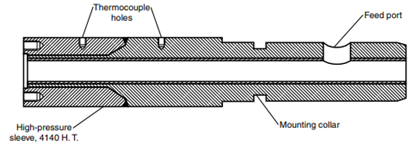
Components of an injection unit : Barrel
Barrel injection molding lebih pendek dibandingkan barrel ekstruder, dengan rasio L/D umumnya antara 18:1 hingga 26:1. Tekanan tinggi pada barrel memerlukan material paduan baja yang kuat dan tahan aus.
Components of an injection unit : Screw
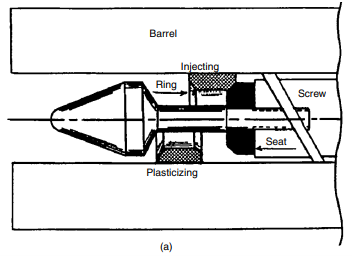
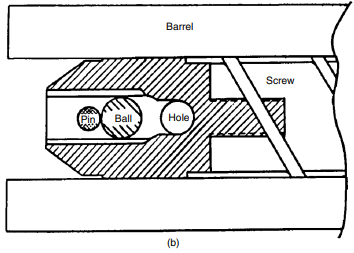
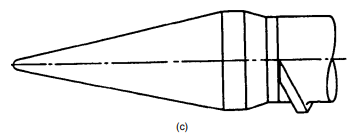
Screw injection molding mirip dengan screw ekstrusi, namun tidak menggunakan nose cone. Sebagai gantinya, digunakan katup satu arah, seperti sliding ring valve, ball check valve, atau smear tip, tergantung jenis material dan kebutuhan proses. Katup ini berfungsi mencegah aliran balik lelehan selama injeksi.
Nozzle
Nozzle adalah ujung dari unit plastisasi yang menghubungkan barrel dengan cetakan secara rapat dan minim kehilangan tekanan. Terdapat tiga jenis nozzle:
Nozzle saluran terbuka
Nozzle shut-off yang diaktifkan secara internal
Nozzle shut-off yang diaktifkan secara eksternal
Nozzle shut-off digunakan untuk mencegah drooling dan memungkinkan plastisasi meskipun nozzle tidak menempel pada sprue bushing.
Sistem Penggerak Screw
Screw digerakkan oleh motor listrik atau sistem hidrolik. Mesin all-electric sepenuhnya menggunakan motor servo dan tidak memerlukan sistem hidrolik, sehingga lebih bersih, presisi tinggi, dan stabil. Mesin jenis ini sangat umum digunakan untuk produk medis.
Unit Penjepit (Clamping Unit)
Unit penjepit berfungsi menopang cetakan, menjaga cetakan tetap tertutup selama injeksi, membuka dan menutup cetakan, serta menyediakan sistem ejeksi. Jenis unit penjepit meliputi:
Hidrolik
Toggle hidrolik
Toggle elektrik
Hidromekanik
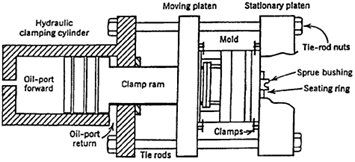
Unit penjepit terdiri dari platen tetap dan platen bergerak, yang diselaraskan oleh tie bar. Gaya penjepit harus cukup untuk menahan tekanan injeksi agar cetakan tidak terbuka.
Hydraulic Clampimg Cylinder
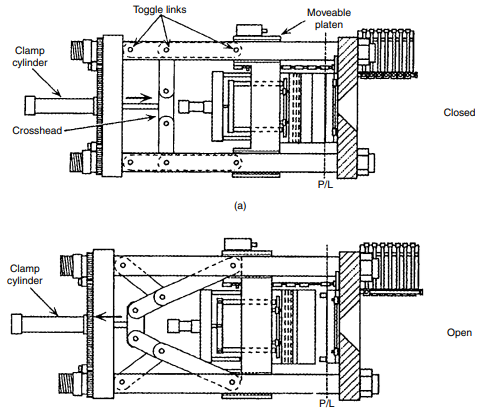
Toggle clamping unit : closed and open.
Sistem Ejeksi
Sistem Ejeksi
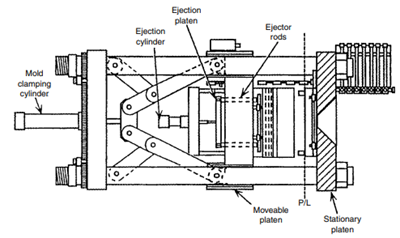
Pada akhir siklus molding, cetakan dibuka dan produk yang telah dingin dikeluarkan menggunakan sistem ejeksi. Pin ejektor mendorong produk keluar dari cetakan. Waktu dan kecepatan ejeksi dapat diatur agar tidak merusak produk dan mempercepat siklus produksi.
Spesifikasi Unit Penjepit
Spesifikasi Unit Penjepit
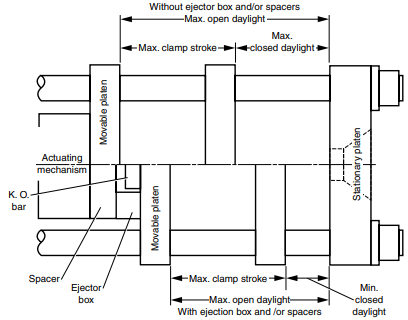
Spesifikasi penting meliputi:
Jarak maksimum antar platen (daylight)
Stroke penjepit
Tinggi mold maksimum dan minimum
Jarak dan diameter tie bar
Ukuran platen
Kecepatan penjepitan
Stroke dan gaya ejeksi
Gaya ejeksi harus cukup untuk mengeluarkan produk tanpa menyebabkan kerusakan, deformasi, atau cacat kosmetik pada produk. (by : niginashq) #plasticpallet #plasticrecycle #bumimulia #paletplastik #blowmolding #injectionmolding #injectionstretchblowmolding #molding #extrusion #extrusionprocess
Source : Modern Plastic Handbook (Charles A. Harper)