Proses Injection Molding: Tahapan, Parameter, dan Fenomena yang Terjadi
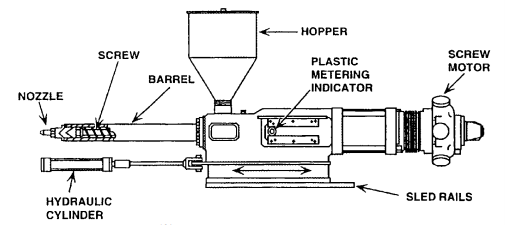
Injection molding adalah salah satu proses manufaktur plastik yang paling umum digunakan di industri karena mampu menghasilkan produk dengan bentuk kompleks, presisi tinggi, dan konsistensi yang baik dalam jumlah besar. Proses ini bekerja dengan cara melelehkan material plastik, kemudian menyuntikkannya ke dalam cetakan (mold) tertutup, mendinginkannya hingga mengeras, dan akhirnya mengeluarkan produk dari mold.
Mode Operasi Mesin Injection Molding
Mesin injection molding dapat dioperasikan dalam tiga mode utama, yaitu manual, semiotomatis, dan otomatis.
Pada mode manual, seluruh tahapan siklus molding dijalankan satu per satu oleh operator melalui kontrol terpisah. Mode ini umumnya digunakan saat proses purging material, pemasangan mold, setting awal mesin, serta troubleshooting.
Pada mode semiotomatis, mesin akan menjalankan satu siklus molding setiap kali gate atau pintu pengaman ditutup. Mode ini sering digunakan saat setup proses atau ketika pengambilan produk masih dilakukan secara manual oleh operator.
Sedangkan pada mode otomatis, mesin bekerja secara terus-menerus selama semua sistem pengaman (interlock) terpenuhi. Mode ini digunakan pada proses produksi massal, baik dengan bantuan robot maupun sistem otomatis lainnya untuk pengambilan produk.
Sistem Pengaman (Interlock)
Sebelum siklus injection molding dimulai, mesin akan memeriksa berbagai kondisi pengaman. Siklus tidak akan berjalan apabila salah satu kondisi tidak terpenuhi. Beberapa kondisi utama yang harus dipenuhi antara lain:
Gate atau pintu pengaman operator harus tertutup
Saklar pengaman (interlock) listrik, mekanik, dan hidrolik aktif
Purge guard di sekitar nozzle tertutup
Clamp dalam kondisi terbuka penuh
Ejector platen berada pada posisi tertarik penuh
Unit injeksi berada di posisi maju dan material sudah siap (shot tersedia)
Sistem interlock ini sangat penting untuk melindungi operator, mold, dan mesin dari potensi kecelakaan atau kerusakan.
Tahapan Siklus Injection Molding
Satu siklus injection molding terdiri dari beberapa tahapan utama berikut:
Mold Close (Penutupan Mold) : Setelah semua interlock terpenuhi, mold akan menutup dan dikunci oleh sistem clamp.
Injection / Filling (Tahap Injeksi) : Pada tahap ini, screw atau ram bergerak secara aksial untuk mendorong plastik cair melalui nozzle ke dalam cavity mold. Umumnya sekitar 95–98% volume cavity terisi pada tahap ini.
Alur proses injection molding secara keseluruhan
Packing : Setelah cavity hampir penuh, mesin menambahkan tekanan dan material tambahan untuk mengompensasi penyusutan plastik akibat pendinginan awal.
Holding : Tekanan dipertahankan hingga gate membeku. Tahap ini mencegah material mengalir kembali ke sistem injeksi dan menjaga stabilitas dimensi produk.
Cooling (Pendinginan) : Produk didinginkan di dalam mold hingga cukup keras untuk dikeluarkan. Pendinginan biasanya menjadi bagian terlama dari satu siklus molding.
Plastication : Saat produk didinginkan, screw berputar untuk melelehkan dan menyiapkan material baru untuk siklus berikutnya.
Mold Open & Ejection : Setelah pendinginan selesai, mold dibuka dan produk dikeluarkan menggunakan ejector.
Pengaturan Parameter Injection Molding
Kualitas produk injection molding sangat bergantung pada pengaturan parameter proses, yaitu:
Shot size
Kecepatan injeksi
Tekanan injeksi
Waktu injeksi
Tekanan dan waktu packing–holding
Shot size yang terlalu kecil menyebabkan short shot, sedangkan shot size berlebih dapat menyebabkan flash, yaitu kelebihan material di tepi produk yang juga berpotensi merusak mold, terutama pada parting line.
Fenomena Aliran Material (Fountain Flow)
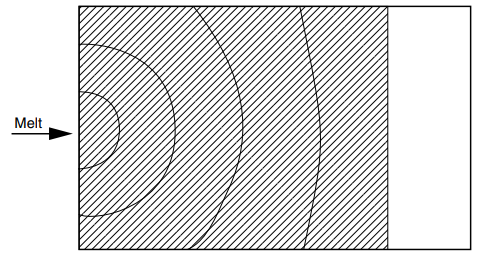
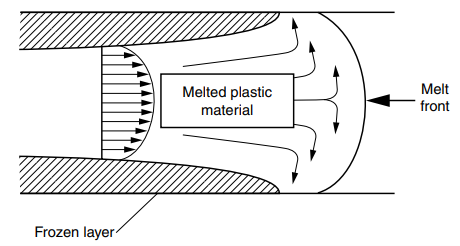
Material plastik cair bersifat sangat kental sehingga saat memasuki cavity, alirannya membentuk pola fountain flow. Material pertama menyentuh dinding mold dan membeku, sementara material yang lebih panas mengalir di bagian tengah cavity.
Fountain flow – tampak atas
Fountain flow – tampak samping (penampang cavity)
Ketebalan lapisan beku ini dipengaruhi oleh temperatur material, temperatur mold, dan kecepatan injeksi. Injeksi cepat ke mold panas akan memperkecil lapisan beku, sedangkan injeksi lambat ke mold dingin akan mempertebalnya.
Jetting, Weld Line, dan Cold Flow
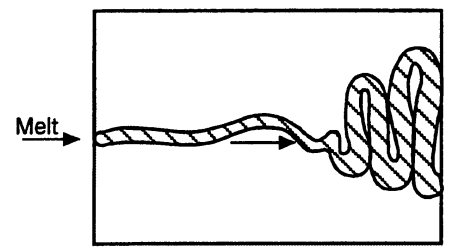
Jika kecepatan injeksi terlalu tinggi, material dapat menyembur langsung ke dalam cavity tanpa membentuk fountain flow. Fenomena ini disebut jetting, yang menghasilkan weld line di dalam produk.
Jetting dan weld line di dalam cavity
Sebaliknya, injeksi yang terlalu lambat dapat menyebabkan cold flow, di mana material membeku sebelum cavity terisi sempurna. Kondisi ini menurunkan kualitas permukaan dan kekuatan mekanik produk.
Cacat Akibat Udara dan Temperatur
Udara yang terperangkap di dalam cavity dapat terbakar akibat tekanan dan temperatur tinggi, menyebabkan cacat yang dikenal sebagai dieseling, ditandai dengan bekas gosong atau perubahan warna.
Selain itu, injeksi yang terlalu cepat dapat menyebabkan gate blush, yaitu perubahan warna di sekitar gate yang biasanya disertai penurunan kekuatan produk.
Tekanan Injeksi dan Kontrol Aliran
Tekanan injeksi dipengaruhi oleh dimensi produk, gate, runner, sprue, viskositas material, serta temperatur mold dan material. Tekanan yang terlalu tinggi dapat menyebabkan flash, sedangkan tekanan yang terlalu rendah menyebabkan short shot.
Pada mesin hidrolik, tekanan dan kecepatan dikontrol oleh flow control valve, proportional valve, atau servo valve. Pada mesin all-electric, kontrol dilakukan oleh servo motor dengan tingkat presisi yang lebih tinggi.
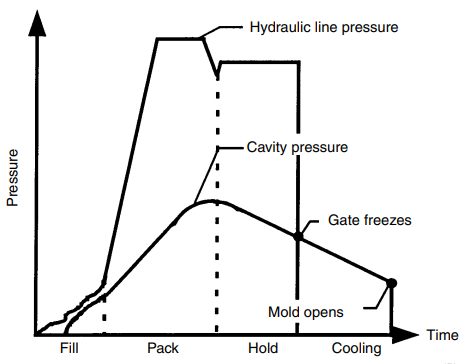
Perpindahan Tahap (Transfer)
Perpindahan dari tahap injeksi ke packing disebut transfer. Transfer dapat ditentukan berdasarkan waktu, posisi ram, tekanan hidrolik, tekanan cavity, atau tekanan nozzle. Dari semua metode tersebut, tekanan cavity dianggap paling akurat karena langsung merepresentasikan kondisi material di dalam mold.
Grafik tekanan hidrolik dan tekanan cavity selama satu siklus molding
Pendinginan, Penyusutan, dan Ejection
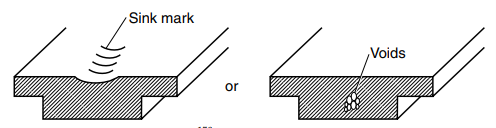
Selama pendinginan, plastik mengalami penyusutan. Packing dan holding bertujuan mengompensasi penyusutan ini agar tidak terjadi cacat seperti sink mark atau void.
Sink mark dan void pada produk injection molding
Setelah gate membeku dan pendinginan cukup, mold dibuka dan produk dikeluarkan. Produk yang dikeluarkan pada temperatur terlalu tinggi berisiko mengalami deformasi atau warpage.
Injection molding adalah proses yang saling terkait antara mesin, material, mold, dan parameter proses. Pemahaman menyeluruh mengenai tahapan proses, fenomena aliran material, serta pengaturan parameter sangat penting untuk menghasilkan produk berkualitas tinggi, stabil secara dimensi, dan bebas cacat. (by : niginashq) #plasticpallet #plasticrecycle #bumimulia #paletplastik #blowmolding #injectionmolding #injectionstretchblowmolding #molding #extrusion #extrusionprocess
Source : Modern Plastic Handbook (Charles A. Harper)