

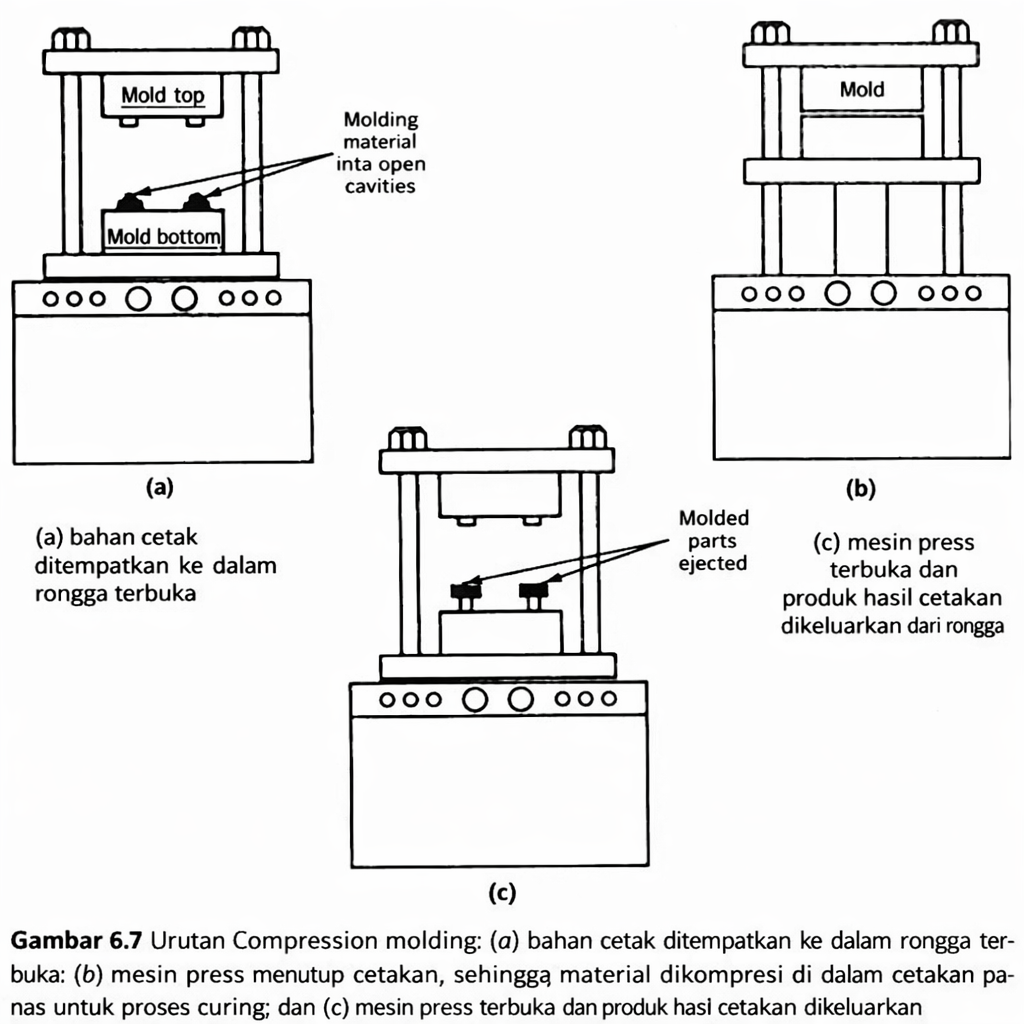
Compression molding adalah suatu proses yang sangat mirip dengan pembuatan wafel. Senyawa cetak (molding compound), yang umumnya merupakan material termoset seperti fenolik, melamin, atau urea, ditempatkan dalam bentuk granular ke dalam setengah bagian bawah cetakan yang panas. Selanjutnya, setengah bagian atas cetakan yang telah dipanaskan diletakkan di atasnya dan ditekan ke bawah hingga kedua bagian cetakan pada dasarnya bertemu, sehingga memaksa senyawa cetak mengalir ke seluruh bagian rongga cetakan, tempat material tersebut akhirnya “mengalami curing” atau mengeras di bawah panas dan tekanan yang terus diberikan. Ketika cetakan dibuka, produk dikeluarkan dan siklus diulang kembali.
Proses ini dapat dilakukan secara manual, semi-otomatis, atau sepenuhnya otomatis (operasi tanpa operator), tergantung pada peralatannya. Cetakan umumnya dibuat dari baja yang dikeraskan secara menyeluruh, dipoles hingga sangat halus, dan dilapisi hard chrome. Kedua bagian cetakan, yang dilengkapi sistem pemanas listrik, uap, atau minyak panas terintegrasi, dipasang pada pelat atas dan bawah dalam sebuah mesin press hidrolik yang mampu membuka dan menutup cetakan dengan tonase yang cukup untuk membuat plastik mengalir.
Cetakan dapat berupa satu rongga (single cavity) atau banyak rongga (multiple cavity), dan tonase mesin press harus memadai untuk memberikan tekanan hingga sekitar 300 kg/cm² untuk material fenolik, dan lebih rendah untuk poliester, dihitung berdasarkan luas proyeksi produk yang dicetak pada bidang pemisah cetakan. Waktu siklus keseluruhan bergantung pada jenis material cetak, ketebalan produk, dan suhu cetakan, dan dapat berkisar sekitar 1 menit untuk produk dengan ketebalan 3 mm hingga 5 atau 6 menit untuk produk dengan ketebalan 8 cm (Gbr. 6.7).
Proses ini umumnya digunakan untuk produksi volume tinggi karena biaya mesin press semi-otomatis modern dengan tonase sedang, misalnya 50 ton gaya penjepit, dapat mencapai $50.000, dan cetakan multirongga mandiri dengan tingkat kecanggihan menengah juga dapat berharga sekitar $50.000 (Gbr. 6.8). Aplikasi yang umum meliputi peralatan makan melamin; kaki pemanggang roti berbahan fenolik; serta gagang panci, stop kontak listrik, pelat dinding, dan sakelar—komponen yang memerlukan kekakuan, stabilitas dimensi, ketahanan panas, atau sifat isolasi listrik yang khas dari senyawa termoset.
Untuk mempermudah pemasukan material ke dalam cetakan, senyawa cetak sering kali dipadatkan terlebih dahulu menjadi “preform” atau “pill” menggunakan mesin preformer otomatis yang dirancang khusus, yang memadatkan senyawa cetak pada suhu ruang menjadi blok silinder atau persegi panjang dengan berat muatan yang diinginkan. Untuk mengurangi waktu siklus pencetakan, preform tersebut sering dipanaskan menggunakan energi listrik frekuensi tinggi dalam suatu unit mandiri yang disebut preheater, yang ditempatkan di samping mesin press. Preform secara manual ditempatkan di antara elektroda preheater sebelum setiap siklus pencetakan dan dipanaskan secara merata hanya dalam waktu sekitar 10 hingga 15 detik hingga mencapai suhu sekitar 90°C, pada suhu tersebut plastik tetap menyatu namun sedikit lunak. Selanjutnya, preform ditempatkan secara manual ke dalam rongga cetakan bagian bawah dan siklus pencetakan dimulai. Waktu curing dapat dipersingkat hingga setengahnya melalui penggunaan pemanasan awal (preheating), suatu langkah yang juga mengurangi keausan cetakan dan meningkatkan kualitas produk. (PIC: Aditia N.) #bumimulia #plasticpallet #recycleplastic #paletplastik #extrusionblowmolding #injectionstretchblow #injectionmolding #extrusiontube #printingtube #higienis
Source: Modern Plastics Handbook (Charles A. Harper)