

RTM & LTM
Resin Transfer Molding (RTM) dan Liquid Transfer Molding (LTM)
Proses resin transfer molding dan liquid transfer molding terutama digunakan untuk memproduksi komponen komposit yang diperkuat serat dalam volume sedang hingga tinggi. Proses ini menggabungkan teknik hand lay-up, pengecoran resin cair, dan transfer molding, sebagaimana telah dibahas sebelumnya.
Dalam praktiknya, lembaran serat atau preform (potongan dan bentuk awal dari material penguat) ditempatkan ke dalam cetakan terbuka, lalu cetakan yang telah dipanaskan ditutup. Campuran resin cair reaktif (sering berupa epoksi atau poliester) kemudian disuntikkan ke dalam rongga dengan tekanan positif sedang hingga semua celah di antara serat terisi penuh, setelah itu resin bereaksi dan mengeras. Vakum sering diterapkan pada rongga cetakan untuk mengeluarkan udara sebelum dan selama pengisian rongga, guna meminimalkan kemungkinan terjebaknya udara dan terbentuknya rongga kosong. Waktu siklus dapat berlangsung beberapa jam, khususnya untuk komponen besar pesawat terbang dan misil. Selama proses pengerasan, suhu cetakan sering dinaikkan dan diturunkan secara bertahap untuk mencapai sifat optimal dari plastik dan produk akhir. Serat yang sering digunakan meliputi kaca, karbon, Kevlar (merek dagang DuPont), atau kombinasi dari ketiganya. Rasio kekuatan terhadap berat yang sangat tinggi dapat dicapai pada komponen cetakan eksotis ini, melebihi sebagian besar logam, dan konfigurasi kompleks lebih mudah dicapai dibandingkan dengan proses pemesinan dan pembentukan logam ringan berkekuatan tinggi seperti tantalum atau aluminium.
Peralatan press dan transfer resin untuk proses RTM & LTM umumnya lebih murah dibandingkan dengan mesin injeksi untuk membuat komponen berukuran sebanding, sebagian karena tekanan penjepitan dan injeksi RTM/LTM hanya sekitar beberapa ratus psi. Namun, sistem kontrol telah menjadi sangat canggih sehingga meningkatkan biaya peralatan, dan waktu siklus yang panjang menambah biaya setiap produk yang dihasilkan.
Pultrusi
Pultrusi adalah proses yang mirip dengan ekstrusi dalam konsep, karena menghasilkan profil kontinu dengan memaksa material yang dilunakkan melalui cetakan presisi sesuai bentuk yang diinginkan. Perbedaannya adalah pultrusi menggunakan plastik termoset, bukan termoplastik, dan prosesnya menarik resin serta serat penguat atau anyaman melalui cetakan, bukan mendorongnya. Karena profil pultrusi diperkuat secara intensif, tarikan dilakukan pada material penguat kontinu.
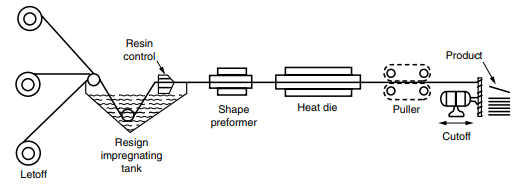
Langkah-langkah proses melibatkan penarikan matriks penguat melalui tangki berisi resin berkatalis cair, biasanya poliester, sehingga serat benar-benar jenuh. Material basah kemudian melewati stripper untuk mengeluarkan kelebihan cairan dan kadang mulai membentuk profil. Material kemudian ditarik ke dalam cetakan panas sepanjang 20–30 inci, dengan laju tarikan yang dikontrol untuk memastikan resin benar-benar mengeras saat melewati cetakan dari ujung ke ujung. Material dapat dipanaskan sebagian sebelum masuk ke cetakan pengerasan dengan pemanasan frekuensi tinggi pada serat jenuh atau anyaman di antara stripper dan cetakan, sehingga mempercepat pengerasan dan memungkinkan laju tarikan lebih cepat atau waktu pengerasan lebih singkat, atau keduanya.
Elemen paling krusial dalam mesin pultrusi adalah mekanisme yang mencengkeram profil yang telah mengeras di hilir cetakan pengerasan dan menariknya secara kontinu dengan laju yang diatur hati-hati untuk memastikan pengerasan total di dalam cetakan, dengan mempertimbangkan tingkat pengerasan resin berkatalis saat mencapai cetakan.
Aplikasi pultrusi meliputi saluran listrik (buss ducts), rel samping untuk tangga keselamatan, penutup rel ketiga, jalur pejalan kaki dan penopang struktural untuk lingkungan kimia keras, serta produk lentur seperti joran pancing, tiang bendera sepeda, dan tiang tenda. Umumnya, ukuran profil berkisar antara 4 x 6 inci hingga 8 x 24 inci. (by : niginashq) #plasticpallet #plasticrecycle #bumimulia #paletplastik #blowmolding #injectionmolding #injectionstretchblowmolding #molding #extrusion #extrusionprocess
Source : Modern Plastic Handbook (Charles A. Harper)