

Bab ini tidak dimaksudkan untuk membahas secara luas bidang desain dan konstruksi mold dan dies, namun perancang produk plastik perlu memahami beberapa aspek desain mold yang dapat mempengaruhi biaya pembuatan mold. Dengan pengetahuan tersebut, perancang produk dapat mencapai produk akhir yang diinginkan dengan biaya mold yang lebih rendah, waktu pengiriman lebih cepat, biaya proses yang lebih rendah (siklus lebih singkat dan sedikit, bahkan tanpa, biaya pasca-molding), parameter proses yang tidak terlalu ketat, serta perawatan mold yang minimal dan umur pakai mold yang lebih panjang.
Dalam proses dasar seperti compression molding, transfer molding, dan injection molding, terdapat berbagai jenis mold yang dapat dipertimbangkan. Penentuan jenis mold yang paling optimal biasanya didasarkan pada volume produksi yang direncanakan serta biaya akhir produk yang diizinkan, termasuk biaya perawatan dan amortisasi mold serta biaya per jam mesin molding dan tenaga kerja.
Jika jumlah produksi relatif rendah, misalnya hanya beberapa ratus bagian, penggunaan mold dengan satu rongga (single-cavity) masih memungkinkan, meskipun waktu produksi menjadi lebih lama karena proses dilakukan satu per satu serta membutuhkan waktu mesin dan tenaga kerja yang lebih besar. Mold single-cavity untuk proses compression atau transfer molding dapat berupa tipe hand molding, tanpa mekanisme ejector mekanis dan tanpa sistem pemanas, tetapi menggunakan pelat pemanas universal yang dipasang pada mesin press. Mold ini ditempatkan dan dilepas secara manual setiap siklus. Konstruksinya dapat berupa dua pelat atau tiga pelat, tergantung pada konfigurasi produk yang akan dicetak.
Untuk produk berukuran kecil, mold manual dapat dibuat multicavity namun tetap cukup ringan sehingga operator dapat memasukkan dan mengeluarkannya dari mesin press tanpa beban fisik berlebih. Meskipun mold manual dapat dibuat dari logam lunak seperti aluminium atau kuningan dan masih mampu menghasilkan produk yang layak, material tersebut cepat mengalami keausan permukaan sehingga kurang praktis setelah beberapa puluh siklus. Oleh karena itu, penggunaan logam standar seperti pada mold produksi lebih disarankan. Dengan demikian, mold manual tidak hanya digunakan untuk pembuatan prototipe, tetapi juga dapat dimanfaatkan untuk produksi skala kecil sambil menunggu mold produksi utama selesai dibuat.
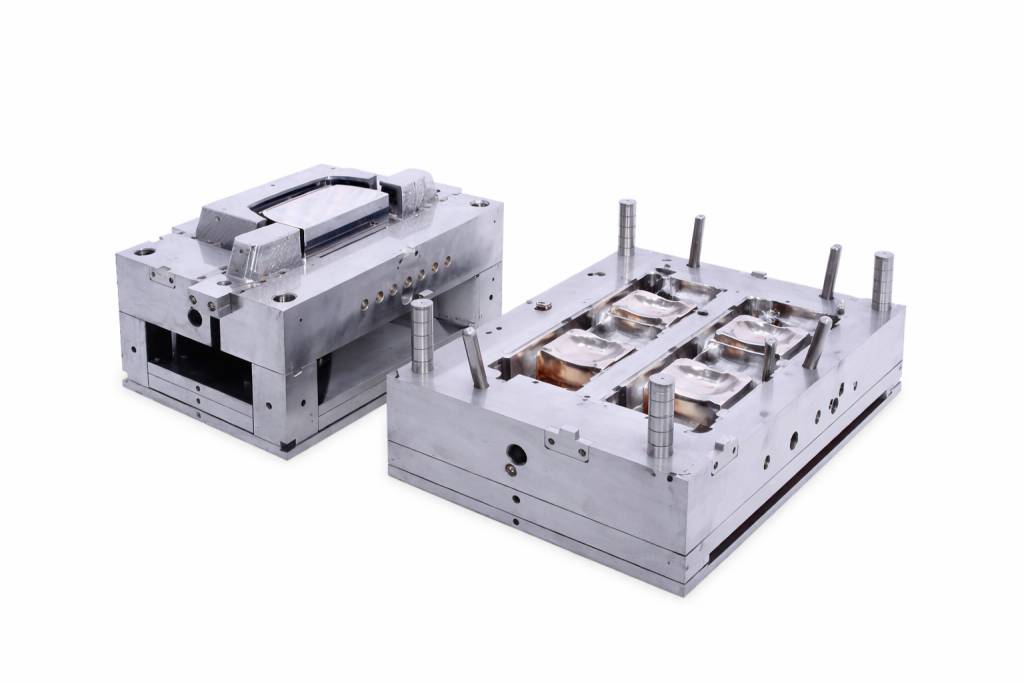
Mold produksi umumnya bersifat multicavity dan dilengkapi dengan sistem pemanas serta mekanisme ejector terintegrasi. Setelah penggunaan mold single-cavity manual, dimensi rongga dapat disempurnakan, serta posisi vent dan gate dapat disesuaikan berdasarkan pengalaman sebelumnya. Salah satu jenis mold produksi adalah family mold, yaitu mold multicavity yang digunakan untuk mencetak beberapa komponen berbeda yang membentuk satu kesatuan produk akhir. Sebagai contoh, sebuah assembly limit switch dapat terdiri dari base, cover, dan switch. Dengan menggunakan family mold, beberapa set komponen dapat diproduksi sekaligus dalam satu siklus.
Selain itu, mold produksi juga dapat dibuat menggunakan mold base standar yang dapat menampung sejumlah cavity insert dengan ukuran yang sama. Misalnya, jika suatu produk terdiri dari kotak kecil dengan tutup dalam berbagai ukuran, maka setiap insert dapat berisi cavity untuk satu ukuran tertentu. Dalam satu siklus, mold dapat menghasilkan beberapa ukuran sekaligus. Jika permintaan untuk salah satu ukuran lebih tinggi, jumlah insert untuk ukuran tersebut dapat ditambah agar kapasitas produksinya meningkat. Agar family mold bekerja secara optimal, semua komponen sebaiknya memiliki ketebalan dinding yang relatif sama sehingga waktu siklus molding dapat seragam.
Beberapa produk hasil molding memiliki bentuk yang mengharuskan sebagian cavity dilepas agar produk dapat dikeluarkan. Contohnya adalah bobbin kumparan solenoid yang memiliki badan silinder dengan flange di kedua ujungnya serta lubang di sepanjang sumbu. Untuk membentuk lubang tersebut, digunakan mandrel logam silinder yang dapat dilepas dan ditempatkan secara manual pada posisi tertentu dalam mold. Saat mold ditutup, mandrel akan membentuk rongga tempat plastik diinjeksikan. Setelah plastik mengeras, produk bersama mandrel dikeluarkan, kemudian mandrel dilepas sehingga diperoleh produk akhir yang utuh. Mandrel tersebut kemudian digunakan kembali untuk siklus berikutnya.
Pada sistem yang lebih otomatis, fungsi mandrel dapat digantikan oleh side core yang digerakkan secara mekanis atau hidrolik. Side core akan masuk ke posisi sebelum proses injeksi material dan ditarik kembali sebelum mold dibuka dan produk dikeluarkan, sehingga memungkinkan proses berjalan secara otomatis tanpa intervensi manual.
Banyak produk plastik juga dibuat dengan insert yang tertanam di dalamnya, seperti obeng dengan gagang plastik. Dalam proses ini, mold dirancang untuk menahan insert, misalnya poros baja, pada posisi yang tepat sebelum proses injeksi. Setelah mold ditutup, plastik diinjeksikan hingga mengelilingi insert dan membentuk bagian produk, seperti gagang. Setelah material mengeras, mold dibuka dan produk jadi dikeluarkan.
Dalam banyak kasus insert molding, proses dapat dibuat sepenuhnya otomatis dengan menambahkan mekanisme untuk memasukkan insert sebelum setiap siklus dan mengeluarkannya bersama produk setelah proses selesai. Untuk memastikan hasil yang optimal, diperlukan koordinasi yang baik antara perancang produk, perancang mold, dan pihak manufaktur dalam merancang dan memproduksi komponen dengan insert. (PIC: Aditia N.) #bumimulia #paletplastik #plasticpallet #recycleplastic #higienis #injectionstertchblow #extrusionblowmolding #injectionmolding #extrusiontube #printingtube
Source: Modern Plastics Handbook (Charles A. Harper)