

Resin yang dipindahkan dari penyimpanan ke mesin cetak (molding machine) sering kali memerlukan tahap pengeringan karena sifat higroskopis dari bahan tersebut. Pemanasan dan pengeringan resin plastik yang efisien dapat menjadi hal penting dalam pembuatan produk yang konsisten dan dapat diterima guna memenuhi persyaratan kualitas. Pihak pemroses harus melakukan perawatan awal (pretreat) pada resin plastik dengan kepatuhan yang ketat terhadap rekomendasi produsen.
Resin plastik dapat bersifat higroskopis atau non-higroskopis, tergantung pada apakah resin tersebut menyerap (absorb) atau menjerap (adsorb) kelembapan. Resin non-higroskopis mengumpulkan kelembapan hanya pada permukaan pelet (penjerapan/adsorpsi), sehingga mudah untuk dihilangkan. Sebaliknya, resin higroskopis mengumpulkan kelembapan di seluruh bagian pelet (penyerapan/absorpsi), sehingga proses penghilangannya menjadi lebih sulit. Di mana pun ditemukan, keberadaan kelembapan dapat menimbulkan potensi masalah, mulai dari cacat kosmetik pada permukaan hingga cacat struktural yang serius. Resin non-higroskopis yang umum adalah PE, PP, polistirena (PS), dan PVC. Bahan pengisi seperti talek, kalsium karbonat, karbon hitam, dan tepung kayu, jika ditambahkan ke dalam resin non-higroskopis seperti PE atau PP dalam jumlah yang cukup, dapat membuat resin tersebut berperilaku seperti resin higroskopis.
Kelembapan permukaan pada pelet plastik non-higroskopis dapat dihilangkan secara efektif hanya dengan menggunakan udara sekitar yang dipanaskan, tetapi penghilangan kelembapan yang terkumpul di dalam pelet higroskopis memerlukan udara panas yang dihilangkan kelembapannya (dehumidified heated air). Kedua sistem tersebut mengharuskan resin terpapar pada aliran udara yang memadai yang dipanaskan hingga suhu yang tepat untuk waktu yang ditentukan oleh produsen resin. Peralatan yang diperlukan untuk kedua jenis sistem pengeringan ini sangat bervariasi dalam hal biaya dan kompleksitas.
Parameter Sistem Pengeringan
Untuk mengeringkan resin higroskopis dengan benar, sistem pengeringan harus menyediakan parameter berikut:
Aliran udara proses (Process airflow). Volume udara yang melewati wadah pengering ($ft^3/min$) harus mencukupi untuk mentransfer panas yang cukup ($Btu/h$) guna menaikkan suhu bahan ke suhu pengeringan yang tepat. Sebagian besar produsen resin merekomendasikan aliran udara sebesar $1\ ft^3/(min\cdot lb/h)$; oleh karena itu, pengering untuk 250 lb/jam ABS harus memiliki aliran udara sekitar $250\ ft^3/min$.
Suhu udara proses (Process air temperature). Bahan yang berbeda memerlukan suhu pengeringan yang berbeda pula untuk penghilangan kelembapan yang efisien. Suhu pengeringan sangat bervariasi di antara resin, di mana nilon hanya memerlukan suhu 140 hingga 160°F, sedangkan PET mungkin memerlukan suhu hingga 350°F.
Udara titik embun rendah (Low dewpoint air). Untuk mengekstrak kelembapan dari bagian dalam pelet, udara proses harus memiliki titik embun (dewpoint) yang sangat rendah. Aplikasi kritis seperti pencetakan bakal botol (preform) PET mungkin memerlukan titik embun serendah 50 atau 60°F.
Waktu tinggal (Residence time). Meskipun aliran udara, suhu, dan titik embun sudah tepat, kelembapan tetap membutuhkan waktu untuk diekstraksi dari resin. Oleh karena itu, wadah pengering harus memiliki kapasitas yang memadai agar bahan dapat terpapar pada kondisi pengeringan selama waktu yang direkomendasikan. Waktu tersebut dapat bervariasi dari 1 hingga 2 jam untuk penghilangan kelembapan permukaan pada PE, hingga 5 hingga 6 jam untuk PET.
Sebagai ilustrasi persyaratan pengeringan, perhatikan sebuah mesin cetak injeksi yang memproses 200 lb/jam ABS. Produsen bahan merekomendasikan hal-hal berikut:
Aliran udara proses. Aliran udara sebesar $1\ ft^3/(min\cdot lb/h)$ direkomendasikan; oleh karena itu, diperlukan pengering berkapasitas $200\ ft^3/min$.
Suhu udara proses. Suhu 160 hingga 180°F direkomendasikan.
Titik embun. Titik embun 30 hingga 40°F direkomendasikan.
Waktu tinggal. Waktu 3 jam direkomendasikan; oleh karena itu pada kapasitas 200 lb/jam, diperlukan wadah yang dapat menampung 600 lb bahan.
Peralatan Pengeringan
Pengering tipe desikan (desiccant-type dryers) digunakan secara luas di tempat yang membutuhkan titik embun rendah.
Desikan adalah bahan yang memiliki daya tarik alami terhadap kelembapan. Desikan yang paling umum digunakan adalah logam kristal yang diproduksi secara sintetis, yaitu alumina-silikat, yang air hidrasinya telah dihilangkan sehingga memungkinkannya untuk menjerap kelembapan. Ketika digunakan dalam pengering dehumidifikasi, desikan pada akhirnya akan jenuh; namun, desikan tersebut dapat diperbarui melalui proses yang disebut regenerasi, yang dilakukan dengan memanaskan desikan untuk mengusir kelembapan yang terkumpul. Setelah periode pendinginan, desikan dapat kembali menjerap kelembapan, menjadikannya ideal untuk digunakan dalam sistem pengeringan.
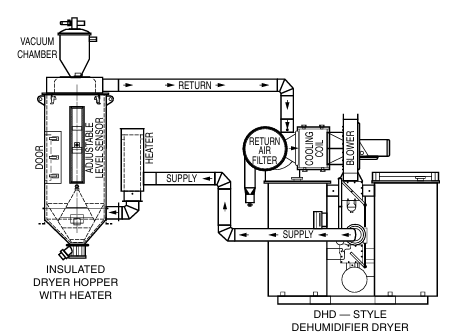
Sistem pengeringan dehumidifikasi yang umum terdiri dari kipas udara proses, dehumidifier, sistem pemanas udara bertenaga listrik atau gas, sistem kontrol, wadah (hopper) pengeringan, dan filter udara proses. Dehumidifier itu sendiri mencakup sistem regenerasi desikan.
Single rotating bed. Sebuah roda honeycomb tunggal yang dilapisi desikan berputar perlahan, memaparkan sebagian roda ke udara proses, sebagian ke proses regenerasi, dan sebagian lagi ke pendinginan sebelum kembali ke proses.
Multiple indexing bed. Ini biasanya merupakan pengaturan tiga wadah desikan (bed), dengan satu wadah dalam proses pengeringan dan satu wadah dalam proses regenerasi, sementara wadah ketiga sedang didinginkan sebelum masuk ke jalur proses.
Twin stationary beds. Satu wadah berada dalam proses pengeringan sementara wadah kedua sedang diregenerasi dan kemudian didinginkan sebelum masuk ke proses pengeringan (lihat Gbr. 7.26). Dehumidifier tipe twin stationary bed ini sederhana, dengan suku cadang bergerak yang relatif sedikit, sehingga perawatannya mudah dan murah. Investasi awalnya biasanya lebih rendah dibandingkan desain lainnya.
Memilih desain wadah desikan (bed design). Sistem yang menggunakan desain twin-bed adalah yang paling banyak digunakan, diikuti oleh multiple indexing beds, dan kemudian single rotating bed. Semua sistem ini dirancang untuk menyediakan pasokan udara kering yang berkelanjutan. Baik multiple indexing bed maupun single rotating bed bekerja dengan sangat efektif, meskipun cenderung kompleks secara mekanis, mahal perawatannya, dan biasanya memerlukan investasi awal yang lebih tinggi.
Machine mounted (Dipasang pada mesin). Dalam banyak aplikasi, hopper pengeringan dipasang langsung pada leher pengisian (feed throat) mesin pemroses. Pengaturan ini menghilangkan proses pengangkutan (conveying) bahan setelah dikeringkan. Beberapa kelemahan dari metode ini adalah:
Ketinggian tumpukan yang tinggi, yang dapat menjadi masalah karena langit-langit yang rendah atau adanya derek atas (overhead crane).
Waktu produksi yang terbuang karena pembersihan hopper dan pra-pengeringan saat dilakukan penggantian bahan.
Memerlukan satu pengering per mesin, yang mungkin tidak efisien jika pabrik hanya menjalankan sejumlah kecil bahan yang memerlukan pengeringan.
Kekurangan dari pengering yang dipasang di mesin ini telah menyebabkan meningkatnya popularitas pengering yang dipantau dari jarak jauh (remote-monitored) atau pengering terpusat (central dryers).
Remote mounted (Dipasang terpisah). Menempatkan hopper pengering pada dudukan lantai di lokasi yang terpisah dari mesin pemroses memiliki beberapa keuntungan:
Kebutuhan ruang vertikal di atas mesin dapat diminimalkan.
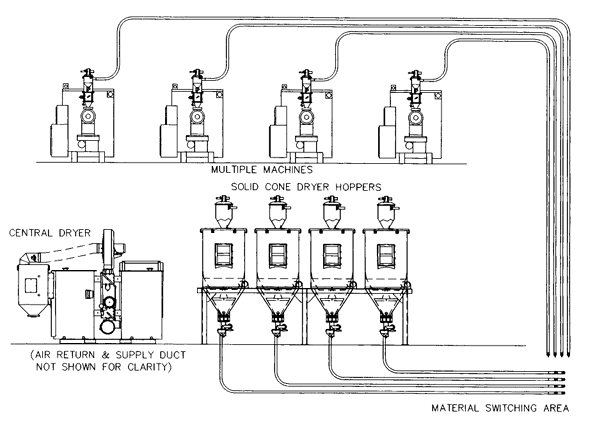
Beberapa mesin dapat dilayani oleh sistem pengeringan terpusat, sehingga meningkatkan efisiensi energi dan mengurangi waktu pergantian bahan. Karena bahan harus diangkut setelah dikeringkan dalam sistem pengeringan terpusat, pergerakan ini sering kali dilakukan dengan menggunakan udara kering yang dipasok oleh dehumidifier terpisah. Selain itu, sisa bahan pada jalur pipa pengangkut dapat dibersihkan (purged) dengan menggunakan katup dan kontrol yang sesuai.
Titik awal untuk evaluasi sistem pengeringan terpusat adalah mengumpulkan informasi tentang kapasitas keluaran (throughput) bahan dengan menentukan jumlah bahan yang memerlukan pengeringan dan perkiraan akurat tentang keluaran pon per jam dari masing-masing bahan tersebut. Informasi ini akan mengarah pada spesifikasi mengenai jumlah hopper pengeringan, ukuran hopper, dan kapasitas kaki kubik per menit ($ft^3/min$) dari pengering terpusat. Pertumbuhan kapasitas produksi di masa mendatang dan bahan tambahan harus diperhitungkan pada tahap ini.
Kontrol Sistem Pengering
Hampir semua pengering modern menggunakan mikroprosesor atau programmable logic controller (PLC) yang memantau parameter proses seperti suhu, aliran udara, dan titik embun di berbagai titik dalam sistem. Alat ini juga memantau berbagai fungsi mesin seperti ampermeter pemanas, posisi katup, dan alarm untuk keperluan diagnosis serta pemecahan masalah (troubleshooting).
Pengering yang paling canggih mencakup fitur hemat energi, seperti regenerasi berdasarkan titik embun proses versus waktu, serta kemampuan untuk melindungi bahan dari degradasi dengan menurunkan suhu pengeringan ketika kapasitas keluaran berkurang atau dihentikan untuk sementara. (PIC: Aditia N.) #bumimulia #paletplastik #palletplastic #higienis #extrusionblowmolding #injectionstretchblow #injectionmolding #extrusiontube #printingtube #labellingmachine #srinklabel
Source: Modern Plastics Handbook (Charles A. Harper)