

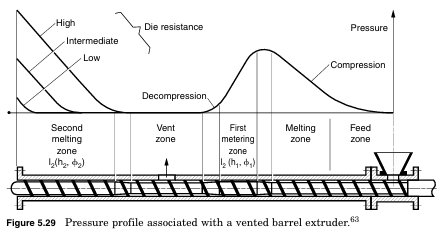
Selain memiliki desain dan fungsi yang relatif serupa, semua single-screw extruder mengalirkan polimer menuju die melalui gaya geser kental (drag flow). Meskipun terdapat beberapa variasi dalam desain ulir dan extruder, single-screw extruder umumnya menghasilkan tekanan tinggi pada kepala, gaya geser yang tidak terkontrol, serta tingkat pencampuran yang sangat bergantung pada rancangan ulirnya. Keluaran (output) tergantung pada sifat material, terutama sifat massalnya seperti koefisien gesekan, ukuran partikel, dan distribusi ukuran partikel.
Sebaliknya, desain, prinsip kerja, dan aplikasi twin-screw extrusion sangat beragam. Meskipun kedua ulir biasanya diposisikan berdampingan, keberadaan dua ulir menghasilkan mekanisme pengaliran yang berbeda, tingkat pencampuran yang bervariasi, serta gaya geser yang dapat dikendalikan. Tekanan kepala yang rendah pada twin-screw extrusion awalnya membatasi penggunaannya hanya untuk material yang sensitif terhadap gaya geser, seperti polivinil klorida (PVC), dan untuk proses pencampuran (compounding). Meskipun perubahan desain memungkinkan kecepatan dan tekanan yang lebih tinggi, penggunaan utama twin-screw extrusion hingga kini tetap pada proses compounding. Sekitar 10 persen dari seluruh proses extrusion menggunakan twin-screw extrusion .
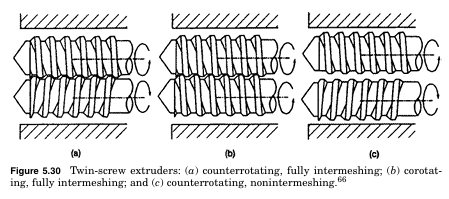
Dua ulir merupakan kunci untuk memahami mekanisme pengaliran dan kemungkinan aplikasi dari berbagai jenis twin-screw extruder. Ulir dapat berputar searah (corotating) atau berlawanan arah (counterrotating). Selain itu, ulir pada kedua screw dapat terpisah, saling bersentuhan (tangensial), atau saling berjalinan (intermeshing) dengan derajat tertentu. Pada ulir yang hanya sebagian berjalinan, puncak ulir satu screw masuk ke saluran screw lainnya sebagian, sedangkan pada ulir yang sepenuhnya berjalinan, puncak ulir sepenuhnya mengisi (dengan sedikit celah mekanis) saluran dari screw di sebelahnya. Secara praktis, desain utama yang digunakan adalah:
(1) nonintermeshing,
(2) fully intermeshing counterrotating, dan
(3) fully intermeshing corotating twin-screw extruder.
Nonintermeshing (terpisah atau tangensial) twin screws tidak saling mengunci satu sama lain. Polimer dialirkan, dilelehkan, dan dicampur melalui drag flow. Karena dua screw yang berputar searah dalam konfigurasi nonintermeshing akan menghasilkan gaya geser tak terkendali dan pencampuran distribusi yang buruk, maka konfigurasi ini tidak digunakan secara komersial. Counterrotating screws harus berputar pada kecepatan yang sama untuk menghasilkan output yang cukup. Jika bentuk ulirnya sejajar (matched), hanya sedikit material plastik yang berpindah antar screw, tetapi perpindahan antarscrew meningkat jika ulirnya bergeser (staggered). Akibatnya, counterrotating nonintermeshing memberikan pencampuran distribusi yang baik, namun gaya gesernya rendah. Screw pada counterrotating tangential (CRT) komersial biasanya sejajar, atau salah satunya lebih panjang. Dalam konfigurasi terakhir, screw tunggal di ujung extruder membantu meningkatkan pembentukan tekanan. Oleh karena itu, counterrotating nonintermeshing digunakan untuk proses seperti devolatilisasi, koagulasi, reactive extrusion, dan halogenisasi poliolefin.
Pada intermeshing, ulir dari satu screw masuk ke dalam saluran screw lainnya. Karena extruder umumnya diberi makan secara terbatas (starve-fed), saluran screw tidak sepenuhnya terisi oleh polimer. Sebagian polimer berpindah dari saluran satu screw ke screw lainnya, membagi aliran polimer menjadi dua atau lebih bagian. Dengan demikian, intermeshing twin-screw extruder memberikan aliran positif polimer dan pencampuran yang lebih baik.
Pada counterrotating intermeshing, sebagian material mengalir di antara screw dan dinding barrel, sementara sisanya dipaksa melalui celah antara kedua screw dan mengalami gaya geser besar. Jika derajat intermeshing rendah, aliran drag antara screw lebih besar daripada di dekat dinding barrel. Namun, pada screw yang sepenuhnya intermeshing, sebagian besar material mengalir sepanjang screw dalam saluran sempit (C chamber) dengan gaya geser relatif rendah. Oleh karena itu, tingkat pencampuran bergantung pada derajat intermeshing dan geometri screw. Meningkatkan jarak antar screw meningkatkan aliran di antara screw dan memperbaiki pencampuran distribusi, tetapi mengurangi pencampuran dispersi karena menurunnya laju geser. Untuk mencegah geser berlebihan, panjang dan geometri screw diatur sedemikian rupa sehingga sebagian besar panas pada polimer berasal dari konduksi dinding barrel. Mekanisme ini memungkinkan pengendalian suhu lelehan dengan sangat presisi
Dengan pengendalian suhu yang baik dan gaya geser rendah, extruder jenis ini cocok untuk compounding serta extrusion PVC kaku. Biasanya, extruder berkecepatan tinggi (200–500 rpm) digunakan untuk compounding, sedangkan kecepatan rendah (10–40 rpm) digunakan untuk profile extrusion. Conical dengan screw berbentuk meruncing digunakan hampir secara eksklusif untuk polietilena terklorinasi dan PVC kaku.
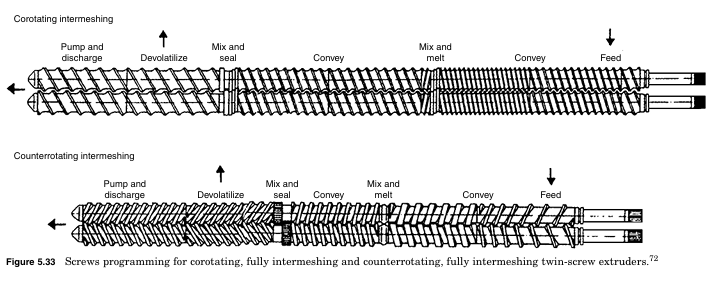
Corotating fully intermeshing twin-screw bersifat self-wiping, yaitu mampu membersihkan dirinya sendiri. Polimer bergerak dalam pola menyerupai angka delapan di sekitar kedua screw. Setiap ulir mendorong material ke titik pertemuan antara dua screw, lalu material berbalik arah secara tajam yang membantu pencampuran. Hampir tidak ada material yang bocor di antara kedua screw. Polimer berpindah dari satu screw ke screw lainnya, menciptakan jalur aliran yang panjang dan waktu tinggal (residence time) yang lebih lama. Elemen pencampur seperti kneading blocks sering digunakan untuk meningkatkan pelelehan dan pencampuran, meski tidak sepenuhnya self-wiping. Berbeda dengan counterrotating screw, gaya geser antara corotating screw relatif lembut. Kombinasi jalur aliran panjang, gaya geser merata, dan elemen penghantar self-wiping menjadikan corotating intermeshing twin-screw sangat cocok untuk aplikasi pencampuran dan compounding.
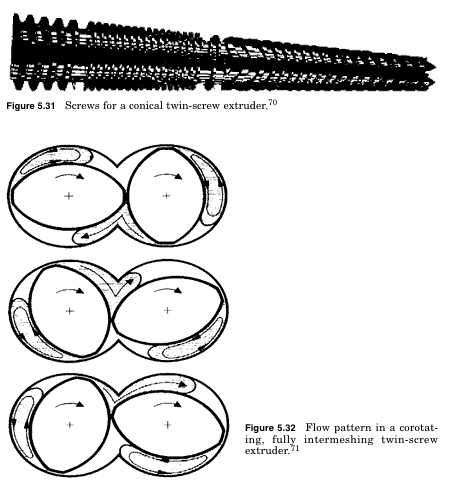
Desain intermeshing juga berbeda dari single-screw extruder. Kecuali untuk screw berbentuk konikal, ulir biasanya bukan satu bagian logam utuh, tetapi terdiri dari dua poros tempat elemen screw disusun. Dengan demikian, profil screw dapat “diprogram” untuk memberikan tingkat gaya geser, pencampuran, dan pengaliran tertentu.
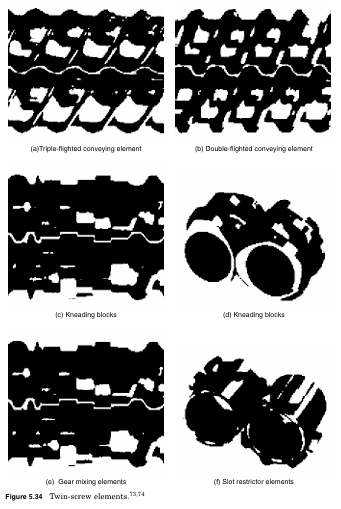
Elemen penghantar (conveying elements) hanya berfungsi mengalirkan material tanpa mencampur. Elemen ulir tunggal (single-flighted) mengalirkan material lebih cepat, sementara elemen tiga ulir (triple-flighted) memberikan gaya geser lebih besar; elemen ganda (double-flighted) memiliki performa di antara keduanya. Pada extruder counterrotating digunakan elemen monolobal, sedangkan extruder corotating menggunakan elemen bilobal dan trilobal yang membagi aliran untuk meningkatkan pencampuran.
Kneading blocks memberikan gaya geser pada lelehan polimer dan memiliki tiga parameter utama: panjang, ketebalan cakram, dan sudut penyimpangan (stagger). Peningkatan panjang meningkatkan pencampuran, sedangkan perubahan ketebalan dan sudut memengaruhi keseimbangan antara pencampuran dispersi dan distribusi. Ketebalan dan sudut yang lebih besar meningkatkan dispersi tetapi menurunkan pencampuran distribusi. Elemen dengan sudut 30° mendorong material ke depan, 60° netral, dan 90° mendorong material ke belakang. Untuk elemen bilobal, 180° menghasilkan aliran balik. Kneading block kiri (left-hand) digunakan sebelum port ventilasi untuk mendorong aliran balik. Elemen pencampur berbentuk roda gigi dan slot memberikan pencampuran distribusi.
Dalam “pemrograman” screw, elemen-elemen tersebut disusun untuk mencapai fungsi tertentu. Bagian ulir tunggal digunakan pada zona feed, kneading block membantu pelelehan dan pencampuran, sementara elemen ganda berpitch kecil memperlambat aliran dan meningkatkan pencampuran distribusi. Elemen berulir kiri meningkatkan tekanan sebelum ventilasi, dan pola ini diulang untuk zona ventilasi kedua. Di dekat die, elemen ulir tunggal mempercepat pengaliran lelehan untuk membentuk tekanan yang cukup mendorong material melewati die. Pitch kecil juga digunakan untuk memperpanjang waktu tinggal pada proses reactive extrusion. Dengan twin-screw extruder konvensional, waktu tinggal bisa mencapai 10 menit, sedangkan versi khusus dapat mencapai hingga 45 menit. Kneading block sempit digunakan setelah penambahan serat untuk mencegah kerusakan serat.
Barrel extruder juga bersifat modular. Panjang L/D dapat diubah dengan menambah atau mengurangi segmen barrel. Bagian seperti tahap ganda atau ventilasi dapat ditambah, dihapus, atau dipindahkan sesuai kebutuhan. Bagian barrel khusus seperti liner tahan abrasi dapat ditempatkan di area setelah port feed. Pemberian bahan baku biasanya dilakukan secara terukur agar saluran screw tidak terisi penuh, karena jika penuh, motor penggerak bisa kelebihan beban (kecuali di dekat die).
Perubahan terbaru pada desain gearbox memungkinkan peningkatan besar dalam output corotating twin-screw extruder. Gearbox dengan power factor tinggi memungkinkan peningkatan torsi hingga 40% dan kecepatan screw mencapai 1200 rpm. Akibatnya, extruder berdiameter kecil kini dapat menghasilkan output setara mesin besar. Terakhir, pengaruh variabel proses seperti kecepatan screw berbeda pada twin-screw extruder. Karena memiliki sistem aliran positif, output pada starve-fed twin-screw extruder tidak tergantung pada kecepatan screw maupun tekanan kepala. Tekanan kepala dan suhu lelehan pada intermeshing twin-screw extruder juga tidak terlalu sensitif terhadap kecepatan screw dibandingkan single-screw extruder. Sebaliknya, nonintermeshing twin-screw extruder memiliki karakteristik keluaran yang mirip dengan single-screw extruder. (PIC : Aditia N.) #bumimulia #recycleplastic #higienis #palletplastic #plastikpalet #extrusionblowmolding #injectionstretchblowmolding #injectionmolding #extrusiontube #printingtube
Source: Modern Plastics Handbook (Charles A. Harper)