

Proses ekstrusi pipa dan variannya digunakan untuk memproduksi pipa, selang, dan tabung (tubing). Seperti yang ditunjukkan pada gambar Pipe extrusion line, ekstruder memompa polimer cair melalui annular die (cetakan cincin). Tabung polimer cair tersebut kemudian ditarik ke dalam unit kalibrasi, di mana dimensi hasil ekstrusi disesuaikan secara akhir dan lelehannya didinginkan. Terakhir, puller menarik produk yang telah dingin menuju unit penggulung (wind-up unit) atau penumpuk (stacking unit).
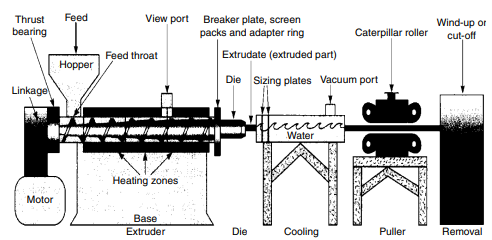
Komponen dari lini ekstrusi pipa meliputi ekstruder, annular die, sistem kalibrasi, sistem pendingin, puller, unit penggulung atau penumpuk, serta peralatan tambahan. Biasanya ekstruder memiliki rasio panjang terhadap diameter (L/D) sebesar 24:1 atau lebih, dan desain sekrupnya bergantung pada jenis material yang digunakan. Ekstruder twin-screw berbentuk konikal sering digunakan untuk polivinil klorida (PVC). Diameter annular die berkisar antara 25 hingga 100 persen dari diameter ekstruder.
Namun, keluaran (output) dari lini ekstrusi pipa dibatasi oleh kemampuan peralatan hilir (downstream equipment) dalam mendinginkan produk dan menjaga toleransi dimensi. Karena kapasitas ekstruder sering tidak digunakan secara penuh, die yang sama dapat digunakan untuk berbagai ukuran pipa dengan diameter dan ketebalan dinding yang berbeda. Biasanya, sejumlah adaptor dan komponen yang dapat diganti digunakan dengan bagian belakang die yang sama. Die dengan beberapa lubang keluaran digunakan ketika ekstruder berdiameter besar dipakai untuk menghasilkan pipa berdiameter kecil.
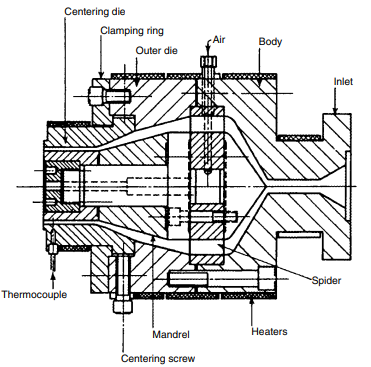
Karena PVC merupakan bahan utama yang digunakan dalam ekstrusi pipa, spider-arm die (lihat gambar Pipe and tubing dies: spider-arm die) menjadi desain yang paling umum. Pada die ini, lelehan polimer dialirkan dari dasar die dan mengelilingi mandrel (batang inti) yang ditopang oleh hingga 24 lengan spider. Lengan-lengan spider tersebut didesain ramping untuk meminimalkan gangguan aliran, dan penampang saluran pada bagian berikutnya diperkecil untuk membantu penyatuan lelehan serta mencegah terbentuknya garis sambungan (weld lines). Panjang bagian akhir (land length) biasanya 10 hingga 30 kali ketebalan dinding pipa dan memiliki diameter seragam.
Die untuk poliolefin memiliki jarak yang lebih panjang antara bagian spider dan land untuk memungkinkan terjadinya kompresi dan dekompresi lelehan sebelum mencapai land. Jenis die pipa lainnya mencakup axial die (dengan desain spider arm, screen pack, spiral flow, dan helicoid), serta desain side-fed atau cross-head.
Pada screen pack die, mandrel ditopang oleh saringan logam dengan lubang berdiameter 1 mm (0,040 inci) yang dipasang pada bagian belakang mandrel. Desain yang ringkas ini tidak memerlukan zona kompresi karena tidak menggunakan lengan spider, dan biasanya digunakan untuk pipa poliolefin berdiameter besar.
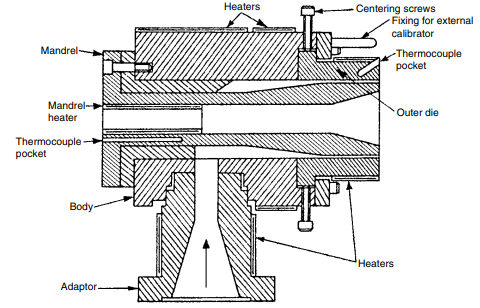
Spiral flow die, yang mirip dengan desain die pada proses blown film, menjadi pilihan utama untuk semua jenis pipa kecuali PVC. Helicoid die digunakan untuk tubing, sedangkan cross-head die (lihat gambar Pipe and tubing dies: cross-head die), yang merupakan adaptasi dari wire-coating die, banyak digunakan untuk kateter dan tubing karena mampu melapisi bahan lain di dalamnya.
Sistem Kalibrasi dan Pendinginan
Dimensi akhir pipa atau tubing dikontrol oleh empat sistem kalibrasi utama, yaitu:
- Free forming,
- Mandrel pendingin air yang diperpanjang,
- Kalibrasi vakum, dan
- Kalibrasi tekanan.
Pada tubing tipe free-formed, dimensi akhir ditentukan oleh kecepatan tarikan (pull-off rate). Jenis ini hanya cocok untuk material dengan viskositas tinggi dan kekuatan leleh tinggi, seperti selang taman dari PVC plastis atau tubing laboratorium.
Ketika hasil ekstrusi ditarik melalui mandrel pendingin air yang panjang (lihat gambar Calibration methods for pipe extrusion: extended water-cooled mandrel), diameter mandrel menentukan diameter dalam pipa atau tubing. Mandrel ini dibuat meruncing untuk mengimbangi penyusutan plastik, dan ketebalan dinding pipa dikendalikan oleh celah die dan kecepatan tarikan. Meskipun sistem ini sulit dikontrol, sistem ini digunakan untuk produk yang membutuhkan presisi tinggi pada diameter dalam.
Pada sistem kalibrasi vakum (lihat gambar Calibration methods for pipe extrusion: vacuum forming), udara di dalam pipa berada pada tekanan atmosfer, sedangkan bagian luar pipa ditempatkan dalam ruang bertekanan vakum yang terendam air. Cincin kalibrasi di dalam bak air menentukan diameter luar pipa, sementara kecepatan puller dan celah die menentukan ketebalan dinding.
Sebaliknya, dalam kalibrasi tekanan (lihat gambar Calibration methods for pipe extrusion: pressure forming), udara di dalam pipa diberi tekanan positif sementara udara di luar pipa tetap pada tekanan atmosfer. Perbedaan tekanan ini menekan bagian luar pipa terhadap cincin kalibrasi, sementara sumbat pada ujung pipa mencegah udara keluar. Kecepatan puller dan celah die kembali menjadi faktor pengontrol ketebalan dinding.
Pipa dan tubing biasanya didinginkan di dalam bak air yang merupakan bagian dari unit kalibrasi. Banyak lini produksi juga memerlukan bak air kedua untuk kapasitas tinggi (high throughput) atau untuk mengatur profil suhu pendinginan. Untuk pipa berdiameter besar, dimensinya dikendalikan menggunakan kalibrasi tekanan atau vakum, sedangkan sistem pendingin semprotan air digunakan untuk membantu proses pendinginan.
Unit Penarik dan Penggulung
Puller tipe caterpillar digunakan ketika pipa atau tubing bersifat kaku, sementara sistem servodrive puller digunakan untuk kateter dan tubing medis. Bagian lunak pada caterpillar berbentuk huruf “V” dangkal untuk mencengkeram hasil ekstrusi, sedangkan puller dengan sabuk halus digunakan untuk tubing fleksibel. Karena gaya tarikan cukup tinggi, puller harus memiliki panjang yang cukup untuk mencegah penandaan pada permukaan hasil ekstrusi.
Unit penggulung (wind-up unit) digunakan untuk tubing dan selang fleksibel, sedangkan pipa kaku memerlukan stacker atau gergaji potong (cut-off saw). Sistem pengukuran ultrasonik empat sensor biasanya dipasang di dalam atau setelah bak pendingin; lapisan air antara pipa dan sensor ultrasonik membantu pengukuran yang akurat karena berfungsi sebagai fluida perantara (coupling fluid). Penyimpangan dari ketebalan dinding rata-rata target dapat dikurangi dengan mengubah kecepatan tarikan (take-off speed), sedangkan variasi ketebalan dinding yang tidak seragam membutuhkan penyesuaian pada die.
Kontrol Proses Ekstrusi Pipa
Dalam proses ekstrusi pipa, suhu pada barrel, die, dan bak pendingin serta laju ekstrusi dapat disesuaikan. Namun, kontrol utama terdapat pada celah die, cincin kalibrasi atau mandrel panjang, serta kecepatan tarikan.
- Celah die dan posisi mandrel menentukan ketebalan awal serta keseragaman dinding.
- Kecepatan tarikan menentukan ketebalan akhir.
- Mandrel panjang menetapkan diameter dalam, sedangkan cincin kalibrasi menentukan diameter luar pada sistem kalibrasi vakum dan tekanan.
- Diameter lainnya akan bervariasi sesuai dengan kecepatan tarikan.
Suhu air dalam bak pendingin serta profil suhunya mengontrol laju pendinginan pipa atau tubing. Hal ini memengaruhi tingkat penyusutan, kristalinitas, dan tegangan sisa (residual stresses) pada produk akhir. (by : niginashq) #plasticpallet #plasticrecycle #bumimulia #paletplastik #blowmolding #injectionmolding #injectionstretchblowmolding #molding #extrusion #extrusionprocess
Source : Modern Plastic Handbook (Charles A. Harper)