

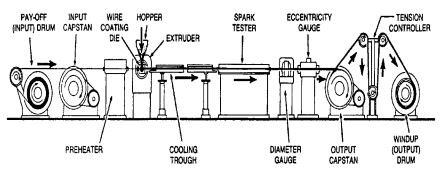
Pada wire coating (Gambar 5.51116), kawat logam dilapisi dengan isolasi plastik. Proses ini membutuhkan pay-off (drum input), input capstan, preheater, extruder, cross-head atau offset die, cooling trough, spark tester, pengukur diameter dan eksentrisitas, output capstan, serta wind-up drum. Pay-off drum dan input capstan mengulur kawat dengan kecepatan tinggi serta menjaga kecepatan dan tegangan yang konstan. Pada stasiun pemanasan awal, pemanas gas atau pemanas tahanan listrik memanaskan kawat untuk meningkatkan daya lekat, mengurangi penyusutan plastik, dan menghilangkan kelembaban atau pelumas penarikan kawat pada permukaan kawat. Saat kawat melewati die, kawat dilapisi oleh lelehan polimer. Kawat yang telah dilapisi kemudian didinginkan dalam serangkaian bak air dan setelah itu ketebalan pelapisannya diukur serta diuji sebelum digulung pada wind-up drum.
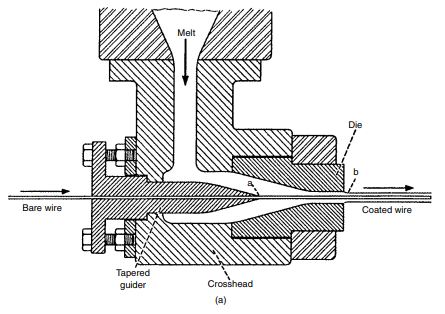
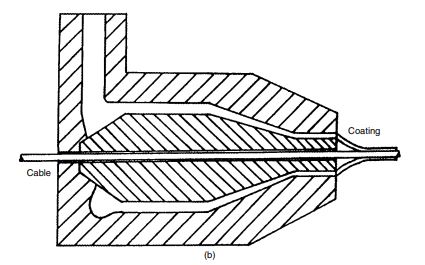
Wire coating menggunakan dua desain die: (1) pressure-coating die dan (2) tubing die (tools). Pada pressure-coating die yang lebih umum digunakan (Gambar 5.52a117), kawat dimasukkan ke dalam die melalui penuntun (guider) yang berbentuk meruncing. Ruang antara penuntun dan bagian dalam die disebut “gum space,” dan dapat diatur menggunakan baut di bagian belakang die. Lelehan mengalir mengelilingi dan melapisi kawat sebelum keluar dari die, dan tekanan lelehan memaksa lelehan menempel pada kawat. Celah antara kawat dan mandrel kurang dari 0,05 mm (0,002 in) untuk mencegah kebocoran balik lelehan. Sebuah sisipan yang dikeraskan digunakan pada area celah untuk mencegah keausan dan sebuah pelat kompensasi berbentuk hati berfungsi mendistribusikan lelehan. Sebaliknya, tubing die (tool) (Gambar 5.52b118) melapisi kawat saat kawat keluar dari die. Vakum tingkat rendah diterapkan di bagian belakang die untuk mengeluarkan udara dan menarik lelehan ke arah kawat. Tubing tools cocok untuk kawat dan kabel yang lebih besar karena tekanan berlebih dapat menyebabkan kebocoran balik lelehan pada kawat yang lebih besar.
Saat kawat melewati satu atau lebih cooling trough, kecepatan kawat dan ketebalan dinding pelapisan menentukan panjang cooling trough. Pendinginan bertahap dan terkontrol digunakan untuk pelapisan yang lebih tebal dari 50 mm (0,020 in)119 guna menghindari penyusutan pada dinding resin yang berada dekat kawat. Karena pendinginan cepat cenderung mengeraskan lapisan luar resin, penyusutan di bagian dalam dapat menghasilkan rongga di sepanjang kawat sehingga menurunkan integritas pelapisan. Waktu retensi lebih dari 1 menit diperlukan untuk pelapisan tebal. Ketebalan pelapisan umumnya 0,13 hingga 13 mm (0,005 hingga 0,500 in).119 Kecepatan lini ditentukan oleh kecepatan kawat dan output extruder, dimana kecepatan lebih tinggi membutuhkan kontrol proses yang lebih ketat. Untuk kawat halus [diameter ≤ 0,75 mm (0,030 in)], kecepatan lini dapat mencapai 2100 hingga 3000 m/menit (7000 hingga 10.000 ft/menit).120
Coating drawdown adalah ukuran umum dari performa pelapisan sebuah die. Drawdown merupakan rasio luas penampang tempat lelehan diekstrusi (yaitu pada ujung guider) terhadap luas penampang pelapisan akhir (yaitu pada pembukaan die). Nilai drawdown yang umum untuk cross-linked polyethylene adalah 1:1 hingga 1,5:1. (PIC: Aditia N.) #Bumimulia #Recycleplastic #Higienis #Extrusionblowmolding #injectionstretchblow #injectionmolding #extrusiontube #Printingtube
Source: Modern Plastics Handbook (Charles A. Harper)