

Dalam industri manufaktur plastik, khususnya pada proses molding material termoset, terdapat berbagai faktor penting yang harus diperhatikan agar produk akhir memiliki kualitas yang optimal. Tidak hanya desain produk (part design) dan desain cetakan (mold design), tetapi juga parameter proses sangat berpengaruh terhadap hasil akhir. Artikel ini membahas berbagai pertimbangan desain yang berkaitan langsung dengan proses, mulai dari perilaku aliran material hingga faktor yang memengaruhi dimensi akhir produk.
Salah satu aspek paling krusial dalam molding adalah aliran material (flow). Ketika material termoset mengalami proses polimerisasi, ia berubah dari kondisi cair kental menjadi padatan. Selama proses ini, material membawa “riwayat aliran” yang dapat memengaruhi sifat mekanik, sifat listrik, tampilan, bahkan densitas produk akhir. Idealnya, material harus mengisi seluruh rongga cetakan saat masih dalam kondisi cair. Namun dalam praktiknya, hal ini sulit dicapai secara sempurna.
Akibatnya, sering muncul cacat seperti flow lines (garis aliran), yaitu tanda perbedaan waktu pengerasan material. Selain itu, dapat terjadi weld line, yaitu garis pertemuan dua aliran material yang tidak menyatu sempurna. Kondisi ini biasanya terjadi ketika material mengalir mengelilingi suatu insert atau hambatan dalam cetakan. Pada bagian yang tipis, material juga bisa terlalu cepat mendingin sehingga tidak mencapai ujung cavity, menyebabkan pengisian yang tidak sempurna.
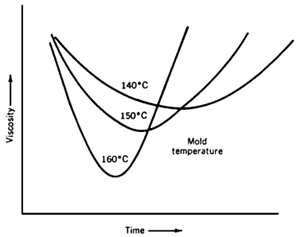
Kecepatan pengisian dan suhu mold juga sangat memengaruhi hasil. Jika pengisian terlalu lambat atau suhu mold terlalu tinggi, material dapat mengeras sebelum cavity terisi penuh. Hal ini menyebabkan bagian sudut atau detail kecil tidak terbentuk dengan baik. Pada material yang diperkuat seperti plastik dengan serat kaca, masalah lain bisa muncul, yaitu pemisahan antara resin dan serat. Resin yang lebih cair akan mengalir lebih dulu, sementara serat tertinggal, menghasilkan area yang lemah karena kekurangan penguat.
Selain aliran material, ventilasi pada cavity (cavity venting) juga menjadi faktor penting. Udara yang terperangkap di dalam cetakan harus dapat keluar dengan cepat melalui saluran ventilasi. Jika tidak, udara tersebut akan terkompresi dan mengalami peningkatan suhu yang sangat tinggi. Hal ini dapat menyebabkan cacat berupa void (rongga kosong) atau bahkan burn mark pada produk akibat plastik yang terbakar. Oleh karena itu, desain ventilasi harus diperhatikan dengan baik agar proses pengisian berjalan lancar.
Selanjutnya, dimensi akhir produk (final part dimensions) juga menjadi perhatian utama. Dalam banyak aplikasi, dimensi produk harus sangat presisi agar dapat dirakit dengan komponen lain. Namun, dimensi akhir produk sering kali berbeda dari dimensi cavity mold akibat penyusutan material. Penyusutan ini merupakan fenomena alami selama proses polimerisasi dan biasanya dapat diprediksi serta dikompensasi dengan membuat cavity sedikit lebih besar.
Namun, penyusutan tidak selalu seragam. Pada beberapa material, terutama yang diperkuat, penyusutan bisa berbeda antara arah aliran dan arah melintang. Hal ini membuat desain gate (titik masuk material) menjadi sangat penting, karena dapat memengaruhi pola aliran dan distribusi material di dalam cavity.
Masalah lain yang sering muncul adalah sink mark, yaitu cekungan pada permukaan produk yang biasanya terjadi pada bagian yang tebal. Sink mark terjadi karena bagian luar produk mengeras lebih cepat dibandingkan bagian dalam. Ketika bagian dalam akhirnya mengeras dan menyusut, permukaan luar tertarik ke dalam. Untuk menghindari hal ini, desainer biasanya menghindari ketebalan berlebih dan menggantinya dengan struktur rib tipis yang tetap memberikan kekuatan tanpa menimbulkan sink mark.
Selain itu, pengerasan yang tidak merata (nonuniform hardening) juga dapat menyebabkan deformasi. Tegangan internal yang terbentuk selama proses curing dapat menyebabkan produk berubah bentuk setelah dikeluarkan dari mold, seperti melengkung atau berubah dimensi. Oleh karena itu, desain harus mempertimbangkan kemungkinan ini dan melakukan kompromi agar fungsi produk tetap terpenuhi.
Untuk produk dengan bentuk dalam atau tinggi, seperti wadah silinder, diperlukan perhatian khusus pada proses ejection (pengeluaran produk dari mold). Produk cenderung menyusut dan menempel pada bagian inti (core), sehingga membutuhkan gaya besar untuk dilepaskan. Untuk mengurangi gaya ini, digunakan desain draft angle atau kemiringan dinding. Dengan adanya draft, produk dapat lebih mudah dilepaskan dari mold tanpa merusak bentuknya.
Parting line, yaitu garis pertemuan antara dua bagian mold, juga merupakan aspek penting dalam desain. Pada proses tertentu seperti compression molding, sering terjadi kelebihan material yang keluar dari cavity dan membentuk flash. Flash ini dapat memengaruhi dimensi produk dan biasanya perlu dihilangkan melalui proses tambahan seperti machining atau trimming. Namun, karena sifat prosesnya, toleransi pada produk sering dibuat lebih longgar.
Terakhir, penting untuk memastikan bahwa produk dapat dikeluarkan dari mold dengan baik dan konsisten, terutama dalam proses otomatis. Desain harus memastikan bahwa produk mengikuti sisi mold yang diinginkan saat mold terbuka. Hal ini bisa dilakukan dengan membuat undercut atau menggunakan pin khusus untuk menahan produk agar tidak tertinggal di sisi mold yang salah.
Secara keseluruhan, keberhasilan proses molding plastik termoset tidak hanya bergantung pada satu faktor, tetapi merupakan kombinasi dari desain, material, dan parameter proses. Pemahaman yang baik terhadap interaksi ketiganya akan membantu menghasilkan produk dengan kualitas tinggi, minim cacat, dan sesuai dengan spesifikasi yang diinginkan. (by : niginashq) #plasticpallet #plasticrecycle #bumimulia #paletplastik #blowmolding #injectionmolding #injectionstretchblowmolding #molding #extrusion #extrusionprocess #thermoset
Source : Modern Plastic Handbook (Charles A. Harper)