

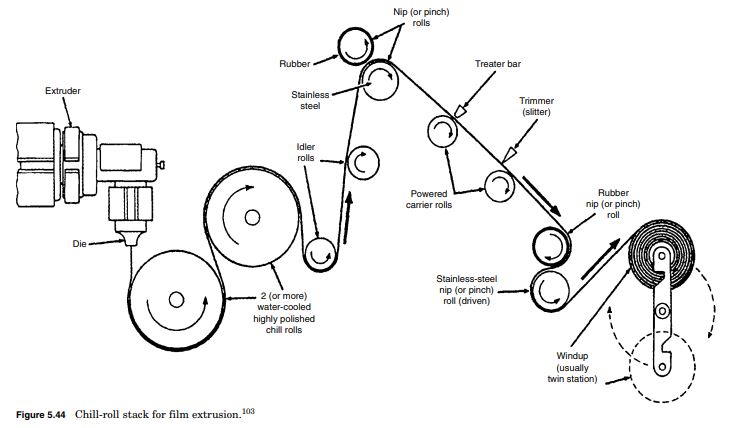
Proses lain untuk menghasilkan film plastik adalah flat atau cast film extrusion. Dalam proses ini, ekstruder memompa resin cair melalui flat film atau sheet die. Lelehan keluar dari die dalam bentuk film atau lembaran yang lebar. Biasanya, film tersebut diarahkan ke unit chill-roll yang berfungsi meregangkan dan mendinginkan film. Setelah melewati rol pendingin, film kemudian digulung pada rol penampung.
Satu lini produksi film atau sheet extrusion terdiri dari ekstruder, film or sheet die, sistem pendingin, sistem penarik (take-off system), sistem penggulung (wind-up system), serta peralatan tambahan seperti sistem pengukur ketebalan film, perlakuan permukaan, dan alat pemotong (slitter). Ekstruder ulir tunggal (single-screw extruder) dengan panjang laras relatif besar (L/D 27 hingga 33:1) digunakan untuk sebagian besar resin, namun bubuk polivinil klorida sering diproses menggunakan ekstruder ulir ganda (twin-screw extruder). Ukuran ekstruder biasanya disesuaikan dengan lebar die.
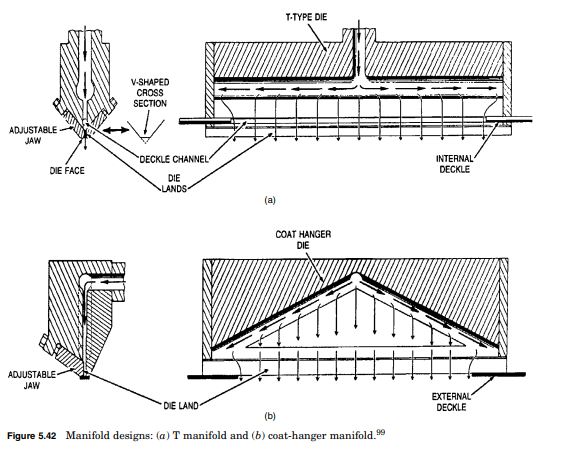
Film dan sheet die merupakan die datar dan lebar yang terdiri dari dua bagian: manifold dan die lip. Manifold berfungsi mendistribusikan lelehan di seluruh lebar die, sedangkan die lip mengatur ketebalan film cair. Terdapat tiga desain dasar manifold yang digunakan pada flat film die. Desain T sederhana dan mudah dibuat. Meskipun menghasilkan penurunan tekanan yang tidak seragam di sepanjang die sehingga menyebabkan aliran yang tidak seragam, distribusi lelehannya tidak menimbulkan distorsi pada die seperti efek clamshelling. Desain ini tidak cocok untuk lelehan dengan viskositas tinggi atau yang mudah terdegradasi, tetapi dapat digunakan untuk proses extrusion coating.
Pada coat-hanger manifold, saluran di dalamnya mendistribusikan lelehan, namun aliran dibatasi di bagian preland. Bentuk saluran pada manifold mengimbangi penurunan tekanan, namun posisi baut pada die dapat menimbulkan distorsi yang bervariasi tergantung pada viskositas lelehan dan laju aliran polimer. Pada desain fishtail manifold, seluruh area land digunakan untuk menyesuaikan penurunan tekanan, bukan hanya saluran aliran. Ini memberikan distribusi lelehan yang lebih baik, tetapi die-nya menjadi besar dan berisi banyak polimer, yang dapat menyebabkan ketidakseragaman suhu dan degradasi material. Karena memberikan penurunan tekanan yang seragam dengan massa termal lebih kecil, coat-hanger manifold paling umum digunakan. Fishtail manifold sering digunakan untuk sheet extrusion, sedangkan T manifold kini juga semakin populer karena tidak menyebabkan clamshelling.
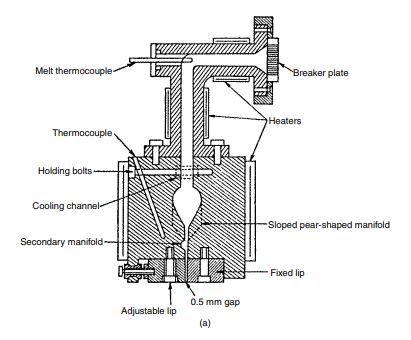
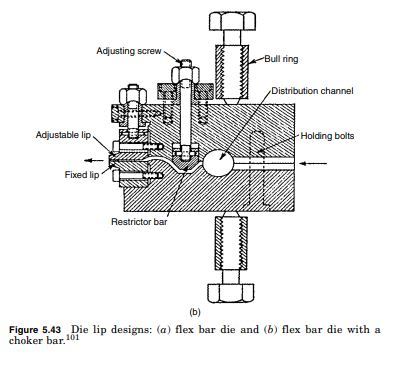
Tiga mekanisme digunakan untuk melakukan penyesuaian halus terhadap aliran di die. Pada flex lip die, batang logam dengan engsel fleksibel dipasang di bagian atas die. Baut pada sudut tertentu terhadap die lip digunakan untuk mengatur celah die. Untuk film tipis (sekitar 0,25 mm atau 0,010 in), baut hanya menekan bibir die agar saling mendekat, sementara tekanan lelehan dan elastisitas logam membuat bibirnya sedikit terbuka. Untuk film atau sheet yang lebih tebal, baut digunakan bergantian untuk menekan dan menarik bibir die. Pada desain flex bar, ketebalan bibir atas diatur menggunakan baut vertikal. Untuk sheet yang lebih tebal, ditambahkan restrictor bar atau choker bar untuk mengontrol aliran lelehan dengan lebih baik.
Celah die umumnya berkisar antara 0,25 hingga 0,50 mm untuk film, dan lebih besar untuk sheet. Bergantung pada tingkat pengembangan lelehan (die swell), celah bisa lebih besar atau lebih kecil dari ketebalan film akhir. Panjang die land biasanya 10 hingga 20 kali lipat dari celahnya, dan land yang lebih panjang digunakan untuk mencegah pecahnya lelehan. Lebar sheet atau film dapat dikurangi dengan menambahkan deckle ke die. Deckle eksternal biasanya berupa pelat penyisip di bibir die untuk mengurangi lebar film, namun dapat menyebabkan material menumpuk dan terdegradasi di belakangnya.
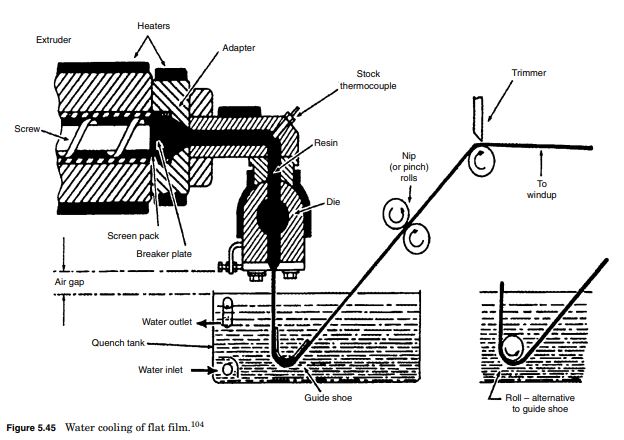
Film biasanya diekstrusi ke bawah menuju unit chill-roll. Film didinginkan dan ditarik oleh dua atau lebih rol berpendingin air, sementara permukaan chill roll memberikan tekstur akhir pada film. Alternatifnya, film dapat diekstrusi langsung ke dalam bak air, di mana film melewati sepatu pemandu sebelum diangkat keluar. Karena chill roll mendinginkan lebih efisien dibandingkan air, hasilnya adalah film dengan transparansi dan kilau yang lebih tinggi, kekeruhan yang lebih rendah, serta permukaan yang lebih halus. Oleh karena itu, chill roll lebih disukai meskipun lebih mahal. Pendinginan dengan air hanya digunakan untuk film seperti terpal yang tidak memerlukan hasil permukaan halus.
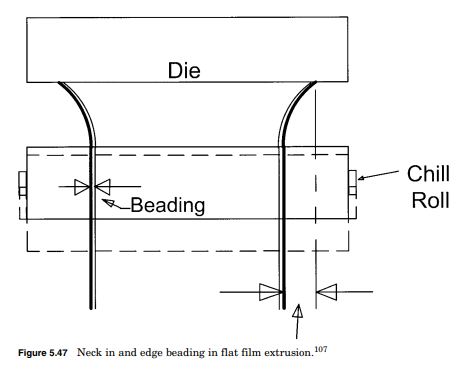
Dalam flat film extrusion, sistem penarik dan penggulung film mirip dengan yang digunakan pada blown film extrusion. Meskipun flat film tidak dapat diputar untuk meratakan variasi ketebalan, film biasanya diayunkan dari sisi ke sisi menggunakan oscillating die, winder, atau edge guide. Pemotong (slitter atau trimmer) juga digunakan untuk menghilangkan tepi berlebih (edge bead) yang terbentuk karena aliran polimer di ujung die. Pada die modern, desain yang diperbaiki dan penggunaan deckle internal dapat mengurangi atau menghilangkan edge bead ini. Sistem pengukur ketebalan film ditempatkan antara chill roll dan rol penarik untuk memantau ketebalan film secara terus-menerus dan menyesuaikan celah die secara otomatis atau manual.
Kontrol utama pada lini flat film atau sheet extrusion meliputi suhu laras dan die, celah die, laju ekstrusi, jarak udara (air gap), serta kecepatan dan suhu chill roll. Suhu laras dan die memengaruhi suhu lelehan dan viskositasnya. Meningkatkan suhu lelehan menurunkan viskositas, sehingga memudahkan proses drawdown tetapi dapat mempersempit lebar film dan mengurangi kekuatan lelehan. Suhu yang lebih tinggi juga dapat mengurangi cacat permukaan, meningkatkan kejernihan, dan memperkuat kilau.
Celah awal die biasanya diatur sekitar 20% lebih besar dari ketebalan film akhir, kemudian disesuaikan berdasarkan karakteristik resin dan laju produksi. Kecepatan ulir (screw speed) yang lebih tinggi meningkatkan keluaran ekstruder, ketebalan film, serta risiko pecahnya lelehan, sehingga tidak direkomendasikan sebagai kontrol utama. Sebaliknya, peningkatan kecepatan chill roll menurunkan ketebalan film, mempersempit lebar karena peningkatan tarikan, dan meningkatkan orientasi satu arah.
Suhu chill roll atau bak air memengaruhi pendinginan film. Suhu yang lebih tinggi memperhalus cacat permukaan tetapi juga mempercepat kristalisasi, sehingga kejernihan film menjadi hasil kompromi antara halusnya permukaan dan tingkat kristalinitas. Secara umum, film yang diekstrusi pada chill roll memiliki kejernihan lebih baik dibandingkan blown film.

Flat film and sheet extrusion menghasilkan film atau lembaran dengan orientasi satu arah (uniaxially oriented), kejernihan tinggi, ketebalan seragam, dan rentang ketebalan yang luas. Meskipun die pada proses ini mahal dan sulit dirawat, proses ini memungkinkan pengendalian ketebalan yang baik pada film lebar. Karena tidak memerlukan kekuatan lelehan tinggi, berbagai jenis plastik seperti polistirena dan polietilena tereftalat dapat digunakan. Namun, proses ini menghasilkan lebih banyak limbah dibandingkan blown film extrusion, dan orientasi dua arah memerlukan proses tambahan. (PIC: Aditia N.) #bumimuliaindahlestari #recycleplastic #palletplastic #plastikpalet #hygiene #extrusionblowmolding #injectionstretchblow #injectionmolding #extrusiontube #printingtube #labellingmachine
Source: Modern Plastics Handbook (Charles A. Harper)