

Molds injection berfungsi untuk mendistribusikan lelehan material (melt), memberikan bentuk akhir pada produk, mendinginkan material, serta mengeluarkan produk akhir. Selain itu, molds injection harus mampu menahan gaya injeksi dan ejeksi, mentransfer gerakan—seperti dari ejector platen (mesin) ke ejector plate (mold)—serta memandu bagian-bagian mold yang bergerak.
Sebuah mold standar dua-plat (Gbr. 5.66¹⁵³) memiliki dua bagian, yaitu sisi A dan sisi B. Bidang pemisah di antara kedua bagian ini disebut parting line. Sisi A, atau bagian cavity dari mold, terdiri atas top clamp plate, A plate atau cavity plate, sprue bushing, locating ring, dan leader pin. Sisi B, atau bagian core, mencakup support plate, bottom clamp plate, B plate atau core plate, leader bushing, serta sistem ejeksi.
Karena A plate dan B plate menentukan bentuk produk hasil molding, keduanya mengandung cavity mold hasil pemesinan, bagian dari sistem aliran material, serta saluran pendingin. Top dan bottom clamp plate berfungsi menopang mold dan digunakan untuk memasang mold pada platen mesin. Support plate berfungsi menopang B plate di dalam mold, sementara lelehan material dialirkan dari nozzle menuju sprue bushing. Locating ring berfungsi untuk menyelaraskan mold dengan nozzle, sedangkan leader pin dan leader bushing menyelaraskan kedua sisi mold.
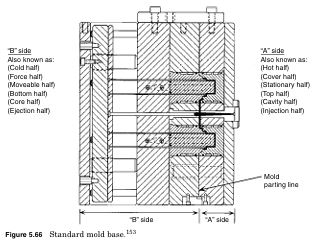
Dalam sistem ejeksi, sprue puller dan ejector pin dipasang pada ejector plate, yang kemudian dihubungkan ke ejection platen mesin melalui ejector rod. Saat mold dibuka, sprue puller menarik produk ke sisi B mold, sedangkan ejector pin mendorong produk keluar dari mold selama proses ejeksi. Sistem ejeksi juga dilengkapi dengan penyangga dan sistem pemandu untuk pergerakan ejector plate.
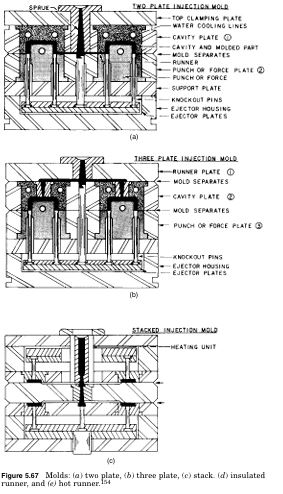
Molds injection sering diklasifikasikan berdasarkan desain dasar mold. Mold standar dua-plat (Gbr. 5.67a¹⁵⁴) terbuka dalam satu arah, dan produk dilepaskan melalui gaya gravitasi, ejector pin, atau ejector sleeve. Setelah ejeksi, sprue, runner, dan produk masih saling terhubung, dengan sprue dan runner menjadi scrap. Mold dua-plat digunakan untuk berbagai jenis produk yang tidak memiliki undercut dan memberikan sifat produk terbaik secara keseluruhan.
Stripper plate mold merupakan mold dua-plat di mana core plate dan ejector plate digabungkan menjadi satu stripper plate. Mold ini digunakan untuk produk berdinding tipis serta produk yang simetris dan tidak memiliki undercut. Mold tiga-plat (Gbr. 5.67b¹⁵⁴) memiliki dua parting line sehingga memungkinkan pemisahan otomatis antara produk dan sistem runner. Namun, desain ini tidak cocok untuk semua material; material yang rapuh cenderung retak saat ejeksi. Selain itu, pilihan lokasi gate menjadi terbatas dan scrap tetap dihasilkan.
Stack mold (Gbr. 5.67c¹⁵⁴) digunakan untuk mencetak dua lapis produk tanpa meningkatkan gaya penjepit (clamp force). Karena tingkat presisinya setara dengan mold dua-plat, stack mold digunakan untuk produk dengan toleransi rendah, seperti gelas minum dari polistirena.
Produk yang memiliki undercut umumnya tidak langsung dikeluarkan setelah mold dibuka. Pada polimer yang fleksibel, produk dapat dilepaskan dari core. Untuk vinyl, poliuretan, poliolefin, dan elastomer, diperlukan sudut 3–5° pada ulir hasil molding, serta ulir harus terputus-putus agar dinding luar dapat lebih mudah melentur.
Slide core mold digunakan untuk produk dengan undercut internal dan eksternal, seperti rib, celah, bukaan, lubang buta, dan ulir. Mold ini dilengkapi dengan slide dan cam lifter. Saat mold dibuka, slide pada cam lifter bergerak ke samping sehingga melepaskan undercut. Split cavity mold digunakan ketika ulir atau undercut berada di bagian luar produk dan diperlukan siklus molding yang cepat, atau ketika area produk yang besar harus dibentuk oleh blok cavity terpisah. Pada mold ini, ejector rod (melalui sambungan strap) atau silinder hidrolik menggerakkan blok cavity terpisah untuk melepaskan undercut.

Collapsing core dan expanding cavity digunakan masing-masing untuk ulir bagian dalam dan luar. Ulir atau undercut ini dibuat pada insert baja pegas. Selama proses molding, insert ditahan oleh batang atau expansion limiter sleeve, lalu dilepaskan saat ejeksi sehingga dapat mengembang atau menyusut. Saat mold ditutup kembali, expanding cavity dikembalikan ke posisi semula oleh striker insert. Ulir juga dapat dibuat dengan unscrewing mold (twist-off), di mana elemen cavity berputar saat mold dibuka menggunakan mekanisme hidrolik, pneumatik, atau mekanis.
Molds injection juga diklasifikasikan berdasarkan sistem runner. Pada cold-runner mold, sprue dan runner membeku dan ikut terlempar bersama produk, sehingga menghasilkan banyak scrap. Insulated runner (Gbr. 5.67d¹⁵⁴) memiliki diameter lebih besar dibanding runner standar. Akibatnya, bagian luar runner membeku sementara bagian tengah tetap cair, sehingga mengurangi scrap dan memudahkan pergantian material atau warna. Namun, insulated runner mold lebih sulit dioperasikan karena gate cenderung cepat membeku.
Pada hot-runner mold (Gbr. 5.67e¹⁵⁴), runner selalu berada dalam kondisi cair. Hal ini menghilangkan scrap, tetapi meningkatkan kesulitan operasi karena harus menyeimbangkan pembekuan dan kebocoran material pada gate. Biaya mold jenis ini umumnya sekitar 25% lebih mahal dibanding cold-runner mold akibat kebutuhan baja berkualitas tinggi, material isolasi, dan sistem kontrol listrik. Baik insulated maupun hot-runner mold memiliki keterbatasan material tertentu, dan pergantian warna menjadi masalah utama terutama pada hot-runner mold.
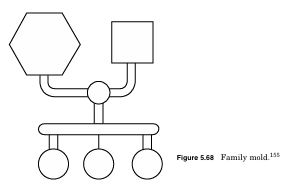
Mold juga dibedakan berdasarkan jumlah cavity. Single-cavity mold hanya memiliki satu cavity, sedangkan multiple-cavity mold mampu mencetak beberapa produk sekaligus. Pada family mold (Gbr. 5.68¹⁵⁵), beberapa jenis produk yang berbeda dicetak secara bersamaan.
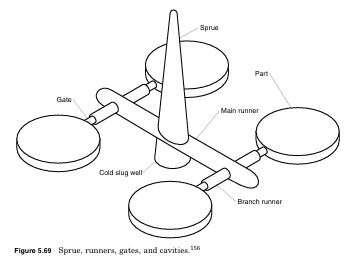
Bagian-bagian dasar mold ditunjukkan pada Gbr. 5.69¹⁵⁶. Sprue menerima lelehan polimer dari nozzle dan menyalurkannya ke runner. Runner dibuat sesingkat mungkin untuk meminimalkan penurunan tekanan dan temperatur dari sprue ke cavity. Terdapat empat jenis runner utama: bulat, setengah bulat, trapesium, dan trapesium modifikasi. Runner bulat paling efisien tetapi paling mahal karena harus dikerjakan pada kedua plat mold. Runner setengah bulat jarang direkomendasikan karena menyebabkan penurunan tekanan dan pendinginan lelehan yang paling besar. Runner trapesium merupakan kompromi, sedangkan trapesium modifikasi memiliki dasar membulat untuk mengurangi kehilangan tekanan dan temperatur.
Ukuran runner ditentukan berdasarkan ketebalan dinding produk. Diameter runner yang langsung terhubung ke cavity biasanya sama dengan ketebalan produk, dan setiap cabang ke arah hulu diperbesar diameternya sesuai persamaan:
D_branch = n^(1/3) D
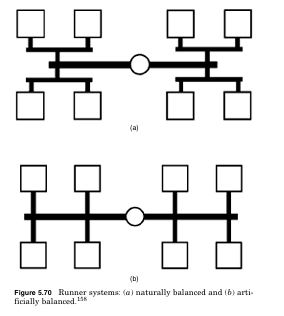
di mana D adalah diameter runner, D_branch diameter cabang hulu, dan n jumlah cabang. Runner harus menyalurkan lelehan ke setiap cavity secara bersamaan, baik dengan keseimbangan alami maupun buatan. Cold-runner mold juga dilengkapi cold slug well di setiap belokan aliran untuk menampung lelehan dingin agar tidak masuk ke cavity.
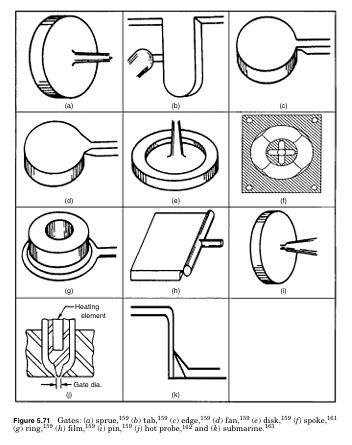
Gate menghubungkan runner dengan cavity mold. Terdapat berbagai jenis gate, seperti sprue gate, tab gate, edge gate, overlap gate, fan gate, disk gate, spoke gate, ring gate, film gate, pin gate, hot-runner gate, dan submarine gate, yang masing-masing digunakan sesuai dengan bentuk produk, material, serta kebutuhan aliran dan kualitas hasil molding.
Vent pada cavity dan runner memungkinkan udara keluar dari mold sebelum lelehan material masuk. Vent umumnya memiliki kedalaman 0,01–0,06 mm dan harus terhubung ke atmosfer. Vent yang tidak memadai dapat menyebabkan short shot dan bekas terbakar akibat udara terjebak (dieseling). Pada mold berdinding tipis, sering digunakan sistem vakum untuk membantu pembuangan udara.
Molds injection dibuat dari berbagai jenis baja perkakas, kemudian dikeraskan atau dilapisi krom, nikel, atau material khusus. Mold berukuran besar biasanya menggunakan baja pre-hardened karena tidak dapat dikeraskan setelah pemesinan. Baja tahan karat digunakan untuk mold kecil, khususnya untuk produk optik, medis, dan kebutuhan ketahanan korosi. Untuk meningkatkan perpindahan panas dan memperpendek siklus molding, material seperti beryllium copper digunakan sebagai insert di area kritis. Pendinginan atau pemanasan mold umumnya menggunakan air, meskipun minyak atau cartridge heater listrik digunakan untuk suhu mold yang tinggi. Mold-temperature controller memompa air ke manifold dan selanjutnya ke saluran pendingin yang dikerjakan di dalam mold. (PIC : Aditia N.) #bumimulia #recycleplastic #higienis #extrusionblowmolding #injectionstretchblow #injectionmolding #extrusiontube #printingtube #palletplastic #plastikpalet
Source: Modern Plastics Handbook (Charles A. Harper)