

Pengeringan dan Alat Pengering
Dalam proses pengolahan plastik, pengeringan material merupakan tahapan yang sangat krusial namun sering kali dianggap sepele. Padahal, tanpa pengeringan dan penanganan yang tepat sebelum proses, polimer plastik dapat mengalami ketidakkonsistenan selama produksi. Kelembapan yang tersisa, baik di permukaan maupun di dalam pelet, dapat berdampak langsung terhadap kualitas produk akhir serta performa material saat diproses.
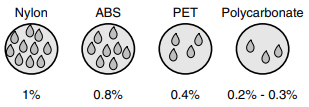
Ketika polimer dipanaskan hingga suhu di atas titik lelehnya, keberadaan air dapat memicu reaksi kimia yang merugikan, terutama pada material seperti nylon, polycarbonate, PBT, dan PET. Air akan bereaksi dengan rantai polimer dan menyebabkan penurunan berat molekul. Selain itu, air yang terserap juga dapat berubah menjadi uap selama proses pemanasan, yang kemudian menimbulkan berbagai cacat seperti permukaan kasar, splay (garis-garis seperti percikan), serta terbentuknya gelembung di dalam produk. Kondisi ini akan semakin parah jika material berada dalam suhu tinggi dalam waktu yang lama.
Pada dasarnya, semua material plastik memiliki kecenderungan untuk menyerap kelembapan dari lingkungan sekitarnya. Jumlah kelembapan yang terserap bergantung pada jenis polimer, tingkat kelembapan udara, serta kondisi lingkungan lainnya. Jika kandungan air terlalu tinggi, dampaknya tidak hanya pada tampilan produk, tetapi juga dapat memengaruhi sifat fisik, kekuatan mekanik, bahkan kestabilan proses di mesin. Oleh karena itu, pemrosesan material termoplastik dengan kadar air tinggi umumnya akan menghasilkan produk yang tidak memenuhi standar kualitas.
Dampak kelembapan dalam proses bisa terlihat dalam berbagai bentuk. Pada tingkat yang kecil, kelembapan dapat mengubah viskositas leleh material, sehingga aliran material di dalam mesin menjadi tidak stabil. Namun, pada kondisi yang lebih serius, reaksi kimia akibat air dapat merusak struktur polimer, menurunkan kekuatan material, serta menghasilkan produk dengan permukaan yang kasar, bersisik, bahkan terdapat rongga atau gelembung di dalamnya.
Masalah ini juga dapat muncul secara spesifik tergantung pada jenis proses yang digunakan. Dalam proses injection molding, kelembapan berlebih dapat menyebabkan nozzle drool, lelehan berbusa, munculnya flow lines dan silver streaks, permukaan produk yang kasar, hingga kontrol dimensi yang buruk. Sementara itu, dalam proses extrusion, kelembapan dapat menyebabkan terbentuknya gelembung pada hasil ekstrusi, aliran material yang tidak stabil (surging), permukaan kasar, serta penurunan kekuatan mekanik produk.
Secara umum, polimer dapat dibagi menjadi dua kategori berdasarkan kemampuannya dalam menyerap kelembapan, yaitu higroskopis dan non-higroskopis. Polimer higroskopis memiliki kemampuan untuk menyerap air hingga ke dalam struktur peletnya, seperti nylon dan polycarbonate. Sebaliknya, polimer non-higroskopis tidak menyerap air ke dalam, namun tetap dapat memiliki kelembapan di permukaannya, seperti polyolefin.
Pada polimer non-higroskopis, kelembapan biasanya hanya terjadi di permukaan dan sering disebabkan oleh proses penanganan yang kurang tepat. Contohnya adalah ketika material dipindahkan dari area penyimpanan yang dingin ke area produksi yang lebih hangat, sehingga terjadi kondensasi. Fenomena ini mirip dengan botol minuman dingin yang mengembun saat dikeluarkan ke udara panas. Untungnya, kelembapan jenis ini relatif mudah diatasi dengan menggunakan pengering udara panas sederhana.
Namun, jika material non-higroskopis dicampur dengan aditif atau pigmen yang bersifat higroskopis, maka sifat keseluruhan material akan berubah menjadi higroskopis. Hal ini berarti metode pengeringan yang digunakan juga harus disesuaikan.
Berbeda dengan itu, polimer higroskopis jauh lebih menantang untuk dikeringkan. Material ini secara alami menyerap uap air dari udara, dan molekul air tersebut masuk ke dalam pelet serta terikat dengan rantai polimer melalui gaya intermolekuler. Ikatan ini membuat air sulit dihilangkan hanya dengan pemanasan biasa. Proses penyerapan ini berlangsung seiring waktu hingga mencapai keseimbangan dengan kondisi lingkungan sekitar. Setiap jenis polimer memiliki karakteristik penyerapan yang berbeda, baik dari segi kecepatan maupun jumlah maksimum kelembapan yang dapat diserap.
Kandungan kelembapan pada polimer higroskopis dipengaruhi oleh beberapa faktor, antara lain jenis material, lamanya terpapar udara, tingkat kelembapan lingkungan, serta suhu. Oleh karena itu, pengendalian kelembapan pada material jenis ini memerlukan perhatian khusus.
Untuk memastikan material benar-benar kering sebelum diproses, biasanya digunakan dehumidifying air dryer, yaitu alat pengering yang menggunakan udara dengan kadar kelembapan sangat rendah. Penggunaan alat ini sangat penting terutama untuk material engineering. Selain itu, operator atau teknisi juga harus memiliki pemahaman yang baik mengenai cara kerja sistem pengering ini agar dapat menjaga performanya tetap optimal dan mencegah terjadinya cacat produk.
Dengan memahami pentingnya proses pengeringan serta karakteristik masing-masing jenis polimer, potensi masalah dalam proses produksi dapat diminimalkan, sehingga kualitas produk yang dihasilkan tetap terjaga secara konsisten. (by : niginashq) #plasticpallet #plasticrecycle #bumimulia #paletplastik #blowmolding #injectionmolding #injectionstretchblowmolding #molding #extrusion #extrusionprocess #thermoset
Source : Modern Plastic Handbook (Charles A. Harper)