Proses Blown Film Extrusion: Teknologi Produksi Film Plastik Serbaguna
Blown film extrusion merupakan salah satu metode utama dalam industri pengolahan plastik untuk menghasilkan lembaran film tipis yang digunakan secara luas, mulai dari kantong plastik hingga kemasan fleksibel. Keunggulan utama dari proses ini adalah kemampuannya untuk menghasilkan film dengan orientasi dua arah (biaxial orientation), yang memberikan sifat mekanis dan optik yang lebih baik dibandingkan proses ekstrusi datar (flat film extrusion).
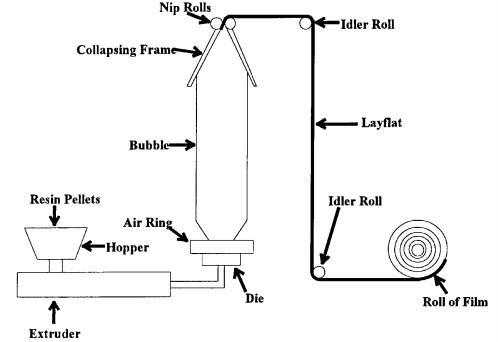
Lini Ekstrusi blow film
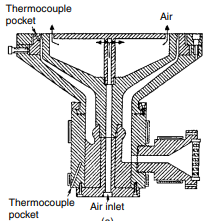
Cetakan ekstrusi: tipe aliran samping (side-fed die)
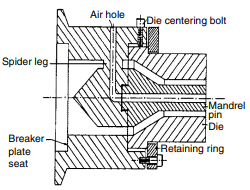
Cetakan ekstrusi: tipe lengan laba-laba (spider-arm die)
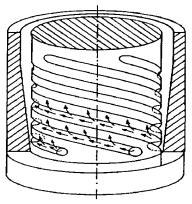
Cetakan ekstrusi: tipe aliran spiral (spiral-flow die)
Konsep Dasar Proses
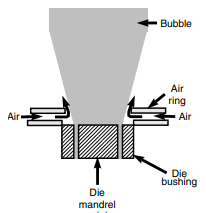
Secara sederhana, proses blown film extrusion dimulai dengan melelehkan butiran plastik (biasanya polietilena atau polipropilena) di dalam ekstruder. Material cair ini kemudian dipompa menuju die atau cetakan berbentuk cincin yang berfungsi membentuk lelehan menjadi tabung plastik tipis. Udara bertekanan rendah kemudian ditiupkan dari bagian tengah die untuk mengembang tabung tersebut menjadi gelembung film (film bubble).
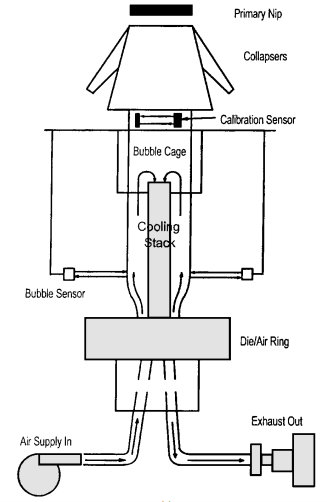
Gelembung ini kemudian didinginkan menggunakan udara dari luar dan dalam. Setelah suhu film menurun dan mulai mengeras, gelembung tersebut digulung dan dilewatkan ke bagian atas yang disebut take-off tower. Di sinilah film akan diratakan dan digulung menjadi bentuk tabung atau lembaran datar.
Pendinginan dan Kontrol Proses
Metode pendinginan untuk lini film tiup: cincin udara satu bibir (single-lip air ring)
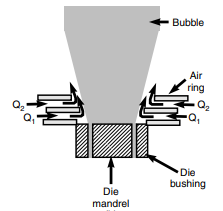
Metode pendinginan untuk lini film tiup: cincin udara dua bibir (dual-lip air ring)
Metode pendinginan untuk lini film tiup: pendinginan gelembung internal (internal bubble cooling)
Salah satu aspek terpenting dalam proses ini adalah sistem pendinginannya. Pada sistem Internal Bubble Cooling (IBC), digunakan cincin udara ganda (dual-lip air ring) untuk mendinginkan bagian luar gelembung, sementara udara dingin bertekanan dialirkan ke dalamnya. Sistem ini membantu mempercepat pendinginan dan menjaga tekanan udara di dalam gelembung tetap stabil, sehingga ukuran dan ketebalan film bisa lebih seragam.
Selain itu, tinggi garis beku (frost line height)—yakni titik di mana film mulai tampak buram karena suhu turun di bawah titik pelunakan resin—menjadi indikator penting dalam pengaturan proses. Posisi garis beku dipengaruhi oleh laju pendinginan, kecepatan tarik film, suhu lelehan, serta laju ekstrusi. Garis beku yang lebih tinggi cenderung menghasilkan film yang lebih kaku dan buram, sementara garis beku yang rendah memberikan hasil film yang lebih bening namun lembut.
Keseimbangan Ketebalan dan Orientasi Film
Salah satu tantangan utama dalam proses blown film extrusion adalah menjaga ketebalan film agar seragam. Ketidakteraturan dalam ketebalan dapat menyebabkan pembentukan tonjolan (gauge bands) pada gulungan film. Untuk mengatasinya, dilakukan rotasi pada beberapa komponen seperti die mandrel, air ring, atau bahkan take-off tower, agar distribusi ketebalan merata di seluruh permukaan film.
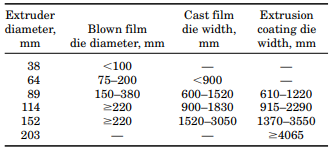
Tabel Ukuran Ekstruder dan Cetakan Film
Dua parameter utama yang digunakan untuk menggambarkan orientasi dan peregangan film adalah Blow-Up Ratio (BUR) dan Draw-Down Ratio (DDR).
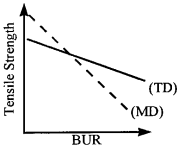
BUR adalah perbandingan antara diameter gelembung yang telah mengembang dengan diameter die. Nilai BUR yang umum berkisar antara 2:1 hingga 4:1, namun untuk bahan seperti HDPE bisa mencapai 7:1. BUR yang tinggi meningkatkan orientasi dua arah (biaxial), memperlebar film, dan menipiskan ketebalan.
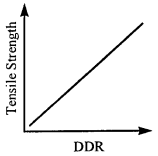
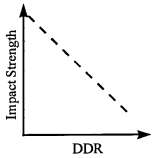
DDR, di sisi lain, menunjukkan perbandingan antara kecepatan penarikan film dan laju keluaran ekstruder. Semakin tinggi DDR, semakin tipis film yang dihasilkan dan semakin tinggi orientasi satu arah (uniaxial orientation).
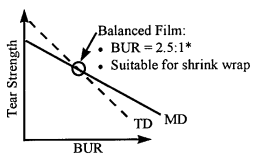
Kombinasi BUR dan DDR inilah yang menentukan sifat mekanis film, seperti kekuatan tarik, ketahanan sobek, serta kejernihan optik. Film dengan orientasi seimbang umumnya digunakan untuk produk seperti shrink film, karena mampu menyusut seragam ke segala arah saat dipanaskan.
Pengaruh BUR terhadap kekuatan Tarik
Pengaruh BUR terhadap kekuatan sobek
Pengaruh DDR terhadap kekuatan Tarik
Pengaruh DDR terhadap kekuatan bentur
Bahan yang Digunakan
Tidak semua jenis plastik cocok untuk proses ini. Blown film extrusion membutuhkan material dengan kekuatan leleh tinggi (high melt strength) agar gelembung film tidak mudah pecah. Oleh karena itu, bahan yang paling umum digunakan adalah:
Polietilena (PE) — baik tipe LDPE, LLDPE, maupun HDPE.
Polipropilena (PP)
Polietilena-ko-vinil asetat (EVA)
Polivinil klorida fleksibel (PVC fleksibel)
Beberapa jenis poliamida (nylon) dan polikarbonat (PC)
Setiap bahan memiliki karakteristik yang mempengaruhi hasil akhir. Misalnya, HDPE menghasilkan film yang kaku dan tahan sobek, sedangkan LLDPE menghasilkan film yang lebih elastis dan jernih.
Kelebihan dan Kekurangan Proses
Salah satu keunggulan utama blown film extrusion adalah sifatnya yang nyaris tanpa limbah (scrapless) karena hampir seluruh material yang diekstrusi menjadi produk akhir. Proses ini juga mampu menghasilkan output tinggi dan film dengan orientasi biaxial alami yang meningkatkan kekuatan dan kejernihan produk.
Namun, proses ini memiliki beberapa keterbatasan. Karena pendinginannya lebih lambat dibandingkan dengan proses film datar, film yang dihasilkan cenderung memiliki haze lebih tinggi atau tampak lebih buram. Selain itu, pengendalian ketebalan (gauge control) lebih sulit dilakukan, sehingga memerlukan sistem kontrol otomatis yang presisi.
Blown film extrusion merupakan teknologi penting dalam industri kemasan plastik modern. Proses ini tidak hanya efisien dan serbaguna, tetapi juga menghasilkan film dengan orientasi dua arah yang kuat dan fleksibel. Meskipun membutuhkan material dengan kekuatan leleh tinggi serta pengaturan proses yang presisi, hasilnya mampu memenuhi berbagai kebutuhan industri — mulai dari kemasan ringan, plastik pembungkus, hingga bahan pelapis bertekanan tinggi.
Dengan kemajuan sistem pendingin, kontrol otomatis, dan material polimer yang semakin canggih, blown film extrusion terus menjadi pilihan unggulan dalam produksi film plastik berkualitas tinggi. (by : niginashq) #plasticpallet #plasticrecycle #bumimulia #paletplastik #blowmolding #injectionmolding #injectionstretchblowmolding #molding #extrusion #extrusionprocess
Source : Modern Plastic Handbook (Charles A. Harper)