Dalam merancang sistem conveying (pengangkutan material) skala pabrik, kapasitas aliran (throughput) dan jarak pengangkutan merupakan dua kriteria terpenting yang harus dievaluasi.
Loading system throughput curves
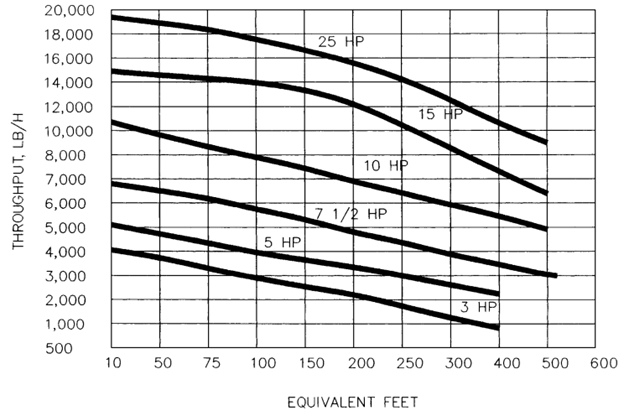
Gambar Loading system throughput curves (Kurva kapasitas sistem loading) menunjukkan sekumpulan kurva yang merepresentasikan kapasitas sistem terhadap berbagai jarak, mulai dari unit 3 hp dengan pipa berdiameter luar 2 inci hingga pompa 25 hp dengan pipa berdiameter luar 4 inci. Grafik ini sebaiknya hanya digunakan sebagai panduan kasar untuk menentukan kapasitas sistem, dengan beberapa catatan penting berikut:
Untuk sistem vacuum sequencing dengan beberapa stasiun, kapasitas total yang digunakan adalah gabungan throughput dari semua stasiun loading yang dilayani oleh satu pompa.
Jarak pada sumbu X grafik menunjukkan total equivalent feet dari sistem conveying, yang dihitung dengan rumus:
Equivalent feet = H + (E × 15) + (V × 2) + (F × 3)
di mana:
H = panjang lintasan horizontal material
E = jumlah elbow 90°
V = panjang lintasan vertikal material
F = panjang fleksibel hose
Dalam evaluasi sistem multi-station, sebaiknya menggunakan lintasan material terpanjang dalam sistem.
Grafik tersebut berlaku untuk sistem conveying pellet. Jika material berupa powder, kapasitas aktual biasanya sekitar sepertiga lebih rendah dari nilai pada grafik.
Sebisa mungkin, jarak antar elemen sistem seperti surge bin, stasiun blending, dan mesin proses harus dibuat sesingkat mungkin sesuai kondisi lokasi.
Dari perhitungan equivalent feet, terlihat bahwa setiap elbow setara dengan 15 ft lintasan horizontal. Oleh karena itu, jumlah elbow harus diminimalkan. Selain itu, elbow sebaiknya memiliki radius minimal 6 kali diameter pipa, dan idealnya 10 kali diameter.
Jarak yang terlalu panjang pada sisi vacuum juga harus dihindari. Penempatan pompa vacuum dekat dengan stasiun loading akan meningkatkan efisiensi sistem. Selain itu, penggunaan pipa vacuum dengan ukuran lebih besar dapat mengurangi kehilangan tekanan.
Layout Transfer Line
(a) jalur transfer material individu & (b) jalur transfer material bersama
Pada sistem jalur individu, setiap mesin memiliki jalur material sendiri. Alternatifnya adalah menggunakan jalur bersama (common material line), di mana satu jalur digunakan untuk satu sumber material.
Pada sistem jalur bersama:
Jalur utama dilengkapi cabang berbentuk Y di setiap titik penggunaan
Cabang yang tidak digunakan harus ditutup rapat agar vacuum tidak bocor
Keuntungan sistem ini adalah setiap jalur selalu digunakan untuk material yang sama, sehingga mencegah kontaminasi silang.
Distribusi vacuum juga dapat menggunakan jalur individu atau bersama. Jalur vacuum bersama biasanya menggunakan fitting T di setiap stasiun. Sistem ini lebih umum digunakan karena lebih hemat material dan biaya instalasi.
Peralatan Sistem dan Instalasi
Hal utama yang harus diingat adalah bahwa jalur material tidak bisa dipasang seperti pipa biasa (air, udara tekan, atau listrik). Karena material dipindahkan dalam aliran udara, jalur harus dibuat:
Selurus mungkin
Dengan belokan seminimal mungkin
Penggunaan fleksibel hose panjang harus dihindari karena menurunkan kapasitas conveying.
Sebagian besar sistem menggunakan pipa aluminium berdinding tipis dengan ukuran:
1½”, 2″, 2½”, 3″, dan 4″ (OD), dengan panjang 10 ft dan 20 ft. Panjang 20 ft lebih disukai karena mengurangi jumlah sambungan.
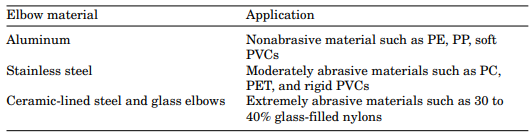
Pemilihan Elbow pada Jalur Material
Keausan terbesar terjadi pada elbow karena benturan material dengan dinding bagian dalam.
Untuk material yang sangat lunak, disarankan menggunakan elbow dengan spiral groove di bagian dalam, karena:
Mengurangi dampak benturan pellet
Memecah streamers menjadi serpihan kecil sehingga mengurangi risiko penyumbatan
Tabel Material elbow
Elbow yang digunakan adalah tipe long radius untuk memastikan aliran yang halus.
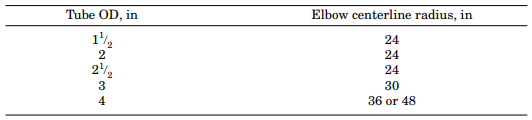
Tabel Dimensi elbow centerline
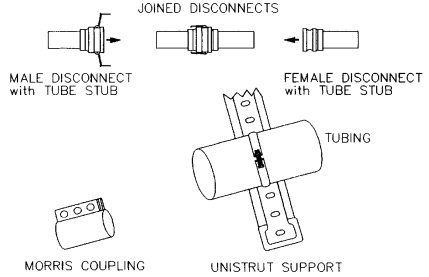
Conveying line hardware
Semua komponen seperti pipa dan elbow dihubungkan dengan compression coupling yang dilengkapi gasket neoprene dan strip stainless steel untuk membuang listrik statis.
Sambungan antara pipa dan fleksibel hose menggunakan disconnect fittings.
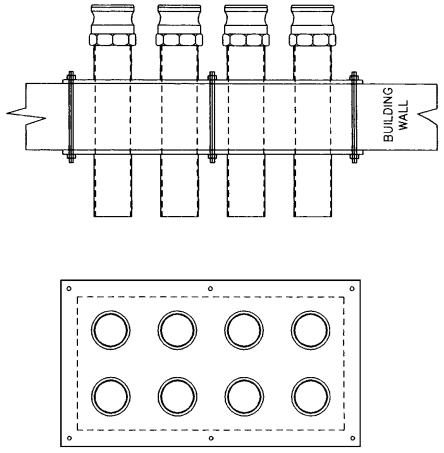
Bulkhead dan Penopang Jalur
Bulkhead plate
Bulkhead plate digunakan sebagai titik masuk jalur material dari silo ke dalam bangunan. Sistem ini terdiri dari pelat aluminium dalam dan luar, dengan pipa yang dilas pada pelat bagian dalam.
Untuk penopang jalur, biasanya digunakan bracket Uni-Strut dan clamp, yang juga bisa digunakan untuk membuat jalur melintasi area seperti jalan atau rel.
Di area vacuum hopper, sambungan akhir biasanya menggunakan fleksibel hose agar mudah dipindahkan saat perawatan.
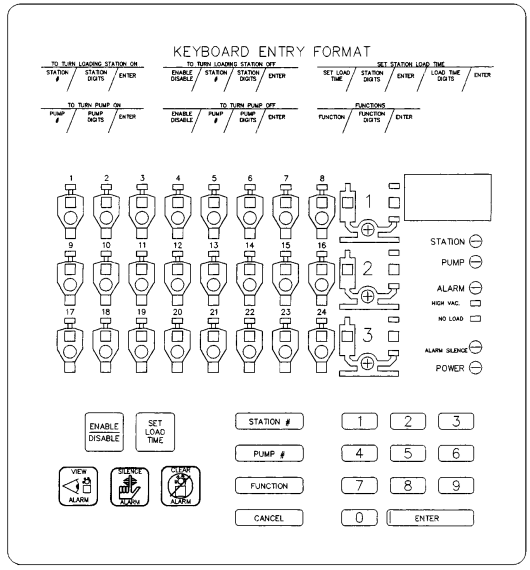
Sistem Kontrol (Controls)
Omni-III panel
Semua sistem conveying membutuhkan kontrol untuk:
Memantau sensor dan level switch
Mengatur urutan kerja pompa, valve, dan filter
Jenis sistem kontrol meliputi:
Panel elektromekanis berbasis relay
Panel mikroprosesor khusus
PLC (Programmable Logic Controller)
Dalam memilih sistem kontrol, perlu mempertimbangkan:
Kemampuan display dan diagnose
Sistem kontrol terpusat vs terdistribusi
Kemampuan integrasi dengan sistem monitoring pabrik
Kontrol terdistribusi memungkinkan monitoring dari berbagai titik, dan kini lebih ekonomis dengan teknologi terbaru.
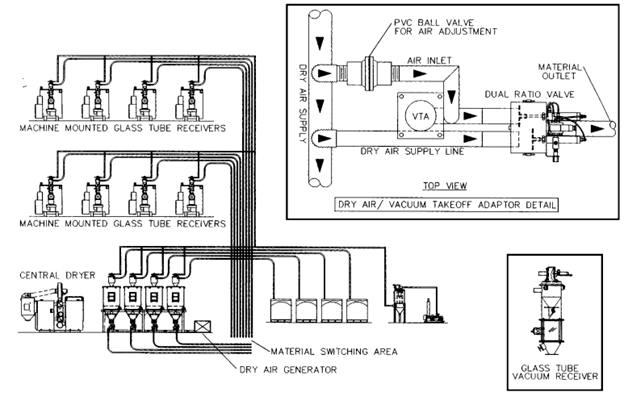
Sistem Pengangkutan Material Kering (Dry Material Conveying)
Central dryer, dry-air, line-purge, and glass-tube systems
Dalam sistem pengeringan terpusat, material yang sudah dikeringkan harus tetap kering saat dikirim ke mesin proses. Hal ini dilakukan dengan:
Dry-Air Conveying -> Menggunakan udara kering dari dryer kecil yang terpisah.
Line Purging -> Valve kontrol membuka saat pengangkutan material, lalu menutup dan membersihkan jalur dengan udara kering.
Hopper Kapasitas Kecil -> Biasanya berupa glass-tube receiver yang dipasang langsung di mesin, dengan level switch untuk menjaga stok material kering tetap minimum.
Sistem ini memastikan material tetap dalam kondisi kering hingga digunakan. (by : niginashq) #plasticpallet #plasticrecycle #bumimulia #paletplastik #blowmolding #injectionmolding #injectionstretchblowmolding #molding #extrusion #extrusionprocess #thermoset
Source : Modern Plastic Handbook (Charles A. Harper)